Приветствую всех водителей, любящих ремонтировать собственный автомобиль либо мотоцикл собственными руками — в данной статье мы разглядим, как верно заменить направляющие втулки клапанов, конечно инструмент, благодаря которому это будет легко сделать. О ремонте головки двигателя я уже писал, и почитать об этом возможно вот тут, но в данной статье мы более детально разберём операцию, по грамотной замене направляющих втулок. И разглядывать ремонт головки мы будем на примере отечественных отечественных автомобилей — ВАЗов 2108,09, Оки, Волги, но осознав работы и основные принципы ремонта с приспособлением, обрисованным в данной статье, на примере отечественных машин, возможно будет нормально заменить втулки и на иномарке.
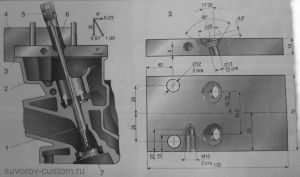
Рис. 1 Выпрессовка направляющей втулки переднеприводных вазов.
1 — направляющая втулка клапана, 2 — головка цилиндров, 3 — опора, 4 — зацеп, 5 — гайка, 6 — шпилька, 7 — наконечник.
У любой автомобили в то время, когда нибудь наступает таковой момент, что замена сальников клапанов не оказывает помощь, и сизый дым из выхлопной трубы подсказывает водителю, что всё таки пора заняться более важным ремонтом. А для удобства работы необходимо будет изготовить несложное приспособление, которое если бы не опора 3 (см.рисунок 1) в виде пластины, то это устройство возможно было бы применить и на Москвичах и классических Жигулях (так как головка ВАЗ 2108, 09 отличается от головки хороших жигулей ВАЗ 2101,02,03,06,07).
К тому же при выпрессовке направляющих втулок клапанов у ВАЗ 2108,09 угол действия сил при выпрессовке втулок более благоприятный, поскольку угол наклона оси клапана относительно вертикали образовывает всего 13,5°, а у хороших Жигулей угол наклона оси клапана образовывает 20° и тут риск сдвига опоры больше. Но всё таки, дабы всецело исключить риск сдвига опоры приспособления, она имеет два отверстия с резьбой М10, для крепления зацепов опоры.
Рис. 3 Выпрессовка направляющей втулки Волговского мотора.
1 — наконечник, 2 — головка цилиндров, 3 — направляющая втулка клапана, 4 — шпилька, 5 — опора, 6 — гайка.
Изношенные втулки выпрессовываем как продемонстрировано на рисунке 3, но опору 5 для для Жигулей, либо Москича, необходимо будет сделать другую, в зависимости от размеров плоскости головки этих автомобилей. Под иномарку конечно также необходимо будет изготовить собственную опору. наконечник и 3 Опорная втулка 5 (см. рис. 4) также изготавливается под диаметр втулок головки иномарки, либо второй автомобили.
Сам процесс запрессовки новых втулок возможно разглядеть на рисунке 2. А дабы запрессовка прошла по большому счету как по маслу, рекомендую перед запрессовкой нагреть головку до 150°С.
Рис 2. Запрессовка направляющей втулки переднеприводных вазов.
1 — опорная втулка, 2 — гайка, 3 — головка цилиндров, 4 — наконечник, 5 — шпилька, 6 — направляющая втулка клапана.
Приспособление трудится весьма действенно и легко справляется с величиной натяга, что рекомендует завод изготовитель двигателя.
В частности: в сопряжении направляющая головка и втулка двигателя, рекомендуемая величина натяга 0,063 — 0,108 мм. Другими словами перед запрессовкой нужно проверить нутромером внутренний диаметр отверстия в головке, что должен быть 13,950 — 13,977 мм, а наружный диаметр втулки контролируем микрометром и он должен быть 14,040 — 14,058 мм. При отверстия и этих диаметрах втулки в головке, обычный натяг, рекомендуемый заводом будет обеспечен.
Внутренний диаметр направляющих втулок, также крайне важен и его также необходимо замерить (особенно при покупке новых втулок), дабы знать какой зазор окажется относительно стержня клапана.
Так как завод изготовитель, в сопряжении отверстия и стержня клапана направляющей втулки, рекомендует рабочий зазор 0,022 — 0,025 мм. Таковой зазор окажется в случае если внутренний диаметр отверстия втулки будет равен 8,022 — 8,040 мм, а наружный диаметр стержня клапана будет в пределах 7,985 — 8,000 мм. Это для впускных клапанов.
Но так как выпускные клапана неизменно больше нагреваются, то для них рабочие зазоры неизменно больше, другими словами в пределах 0,029 — 0,062 мм.
Эти зазоры возьмём, в случае если внутренний диаметр отверстия втулки будет в пределах 8,029 — 8,047 мм, а наружный диаметр стержня выпускного клапана, фактически такой же как и впускного клапана — в пределах 7,985 — 8,000 мм.
Но зазор между отверстием направляющей втулки и стержнем клапана возможно вторым, в случае если материал из которого вы изготовите втулку, примените второй, не таковой как в мануале вашего двигателя. И в случае если у вас в моторе находились втулки из чугуна, а вы решили заменить из медными, то направляться знать, что коэффициент расширения латуни отличается от чугуна, соответственно и зазоры должны быть вторыми. Детально об этом, рекомендую почитать вот в данной нужной статье, в которой я написал про направляющие втулки, и по большому счету какие конкретно они бывают.
Рис. 4 Запрессовка направляющей втулки Волговского двигателя ГАЗ 24.
1 — шпилька, 2 — гайка, 3 — опорная втулка, 4 — тело головки цилиндров, 5 — наконечник, 6 — направляющая втулка клапана.
Пара слов напишу и по Волге. На моторах первых Волг (не считая ГАЗ-21), в частности 24Д, 24,01 посадка втулок в отверстие головки предусматривалась Горьковским заводом с натягом 0,022 — 0,076 мм.
Но на более современных автомобилях завода — ГАЗ 31029, натяг втулок мало увеличили до 0,027 — 0,087 мм. Но рабочие зазоры между стержнем клапана и его направляющей втулкой не изменились и должны быть в пределах 0,050 — 0,097 мм. Эти зазоры окажутся, в случае если применять втулки с внутренним диаметром отверстия 9,00 — 9,022 мм, а наружный диаметр стержня клапана должен быть в пределах 8,95 — 8,925 мм.
Наружный диаметр направляющей втулки автомобиля Волга образовывает 17,00 мм. А оси клапанов современных Горьковских моторов, перпендикулярны плоскости готовки (см. рисунок 3), и данный плюс всецело исключает скольжение опоры приспособления (если сравнивать с Москвичами и Жигулями). Но не редкость, что втулки головки не изменялись много лет, либо головка была перегрета, то выпрессовать втулки из тела головки не так то легко. Необходимо мало нагреть головку в месте выпрессовываемой втулки (перед тем, как капля воды начинает испаряться), а после этого направить на втулку бронзовую выколотку и тихо обстучать втулку.
Затем возможно пускать в движение приспособление. Как я уже писал выше, опора 5 для Волги делается вторая, и опорная втулка 3 также.
Напоследок желаю заявить, что диаметр стержня изношенного клапана, возможно вернуть, в случае если отполировать его, а после этого отхромировать (в случае если само собой разумеется выработка не сильная и не проявляется в форме ступени). А после этого уже посредством развёртки нужного диаметра разворачиваем втулку и получаем нужного зазора между отверстием втулки и стержнем.
В случае если же отверстие втулки очень сильно разбито (изношено), то заказываем токарю новые втулки из латуни, оставляя припуск отверстий, для обработки их развёрткой (так же не забываем про наружный диаметр втулки, рекомендованный заводом, дабы обеспечить нужный натяг при запрессовке.
Но данный совет больше подходит для тех машин либо мотоциклов, для которых затруднительно дотянуться новые подробности (к примеру антикварные автомобили либо мотоциклы).
И раз уж разобрали головку вашего двигателя, удостоверьтесь в надежности герметичность клапанов (как это сделать возможно отыскать в статье по ремонту головки, кликнув по ссылке в самом верху текста) и если они негерметичны, их направляться притереть. Как грамотно притереть клапана, детально читаем вот в данной статье.
Да и сальники клапанов не помешает заменить новыми.
А эту статью я заканчиваю и надеюсь, что она окажет помощь, в особенности новичкам, самостоятельно осуществить замену направляющих втулок клапанов; удачи всем!