В любой мастерской авто либо мотолюбителя, изготавливающего и ремонтирующего многие подробности самостоятельно, без применения сварочного оборудования весьма сложно изготовить что-то стоящее либо отремонтировать, к примеру, кузов. В отечественном современном мире сварочное оборудование быстро совершенствуется и недавно стали появляться достаточно универсальные плазменные сварочные аппараты, владеющие многими функциями сварки и резки металла. И кое-какие из них я в обязательном порядке обрисую в ближайшем будущем.
Но, главный недочёт этих современных аппаратов, это их большая цена, которая для авто-мотолюбителей в глубинке возможно неподъёмной. Исходя из этого, большая часть мастеров пользуются проверенными временем сварочными аппаратами прошлого поколения, главное преимущество которых — их большая надёжность и небольшая цена. К тому же, в случае если что- то в то время, когда- то и ломается, то заменяемая каждая подробность весьма распространена и недорога.
Существуют два главных вида сварки металла — это газовая сварка и электросварка. Любой вид я попытаюсь обрисовать детально.
Электросварка делится на пара способов .
Ручная дуговая сварка плавящимся электродом. Тут, свариваемые подробности 1 (см рисунок 10) нагреваются электрической дугой 2, горящей между ними и электродом 3. Дуга расплавляет кромки подробностей и электрод при перемещении дуги на протяжении кромок, образуется сварной шов. Это самый распространённый и недорогой метод сварки и он используется везде: в морском и речном судостроении, вагоностроении, в производстве разных резервуаров, строительных конструкций, при постройке мостов, строений, в противном случае и просто на даче. Ручная дуговая сварка неплавящимся электродом.
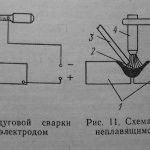
Свариваемые подробности 1 (рисунок 11) нагреваются дугой 2, горящей между подробностями и угольным графитовым либо вольфрамовым электродом 4. Для образования шва в зону дуги подают присадочную проволоку 3. Отбортованное (с загнутыми кромками) соединение из узкого металла возможно сваривать без присадочной проволоки. Используют данный метод сварки при изготовлении бочек для горюче-смазочных материалов (сварка по отбортовке), стартёров и корпусов генераторов для машин (на производстве), для наплавки жёстких сплавов, при изготовлении корпусов громадных конденсаторов. Автоматическая дуговая сварка под флюсом. Сварка производится дугой, горящей между электродной 3 проволокой и изделием 1.Проволока 1 (рисунок 13) подаётся в зону сварки механизмом 2. Головка перемещается машинально на протяжении кромок. Неиспользованный (лишний) флюс отсасывается через шланг 4 в бункер 5. Данный процесс сварки отличается громадной высоким качеством и производительностью шва, и активно используется на производстве при изготовлении резервуаров, узлов мостов, паровых котлов, ЖД вагонов, при изготовлении труб громадных диаметров, статоров генераторов, для сварки станин металлообрабатывающих станков.
Имеется ещё и электрошлаковая сварка, полуавтоматическая сварка под флюсом, контактная стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, электроннолучевая сварка, сварка токами высокой частоты- индукционная и другие виды, все они используются на производстве. Для гаражных целей эти методы не применимы из-за габаритов, стоимости и из-за их главного назначения — лишь на автоматизированном потоке.
Для гаражной мастерской больше всего подходят сварка плавящимся электродом в защитном газе( углекислотном) и сварка неплавящимся вольфрамовым электродом в защитном газе ( аргоне), их я и обрисую более детально.
Дуговая сварка неплавящимся вольфрамовым(цериевым) электродом в среде защитного газа. Это ,на мой взор, самый качественный вид сварки, разрешающий сваривать фактически любой металл (лишь изменяется присадочный пруток) с весьма качественным швом.
Для защиты расплавленного металла от окисления кислородом воздуха используют инертные газы — аргон, гелий, активные газы — азот, водород, смеси и углекислый газ газов : аргон с кислородом, аргон с азотом и аргон с углекислым газом, что содействует получению наплавленного металла (сварочного шва) с высокими механическими особенностями.
Защитный газ подводят (см. рисунок) к сварочной дуге 1 по мундштуку 2, в который засунут электрод 3 из вольфрама. В ходе сварки в дугу для заполнения шва вводят присадочную проволоку 4 (пруток), но узкий металл (кроме того фольгу) с отбортовкой, возможно сваривать без присадочной проволоки. Аргоно-дуговая сварка есть одним из передовых процессов на данный момент и употребляется во всех, более либо менее, продвинутых кастом ателье. Этим методом реализовывают сварку углеродистых и легированных сталей с получением весьма качественного шва, конечно магниевых и алюминиевых сплавов, меди и её сплавов, нержавеющей стали и для сварки таких редких металлов как титан, цирконий, ниобий и др.
Используют ,так же, сварку вольфрамовым электродом с комбинированной газовой защитой — внутренний слой, защищающий электрод и дугу из аргона, а наружный слой, защищающий ванну — из углекислого газа. Это снижает на 75% расход аргона, заменяемого более недорогим углекислым газом и в целом удешевляет сварку.
Из инертных газов самый обширно используют аргон и ,как я уже сказал, аргонно-дуговая сварка разрешает приобретать сварные соединения высокого качества и для многих сплавов и металлов. Аргон в газообразном состоянии транспортируют и хранят в стандартных баллонах (по ГОСТ 949-73) под давлением 150±5 кгс/см? либо 200±10 кгс/см? (при 20°С). Не редкость жидкий аргон, хранящийся в сосудах Дьюара, но он не распространён.
Газообразный аргон мало тяжелее воздуха, исходя из этого , его струя надёжно и длительно удерживается в зоне сварки и прекрасно защищает сварочную ванну. Газообразный и жидкий аргон не редкость трёх сортов : верховный, первый и второй . Соответственно, в них содержится аргона 99,988; 99,98 и 99,95%. Баллоны для аргона окрашивают в серый цвет с зелёной надписью и зелёной полосой — «Аргон чистый».
На аргоновый баллон монтируют редуктор понижения давления. Их на данный момент множество в продаже и обрисовывать их ненужно, сообщу лишь одно, что направляться брать фирменное изделие. Пускай будет дороже, но на много лет работы. Ещё при Альянсе (я считаю, что тогда большое количество чего было качественным) производили достаточно качественный редуктор ДЗД — 1 -59М, что комплектовался редуктором расхода газа с комплектом сменных дюз, каковые разрешали установить расход газа от 3,2 до 59 л/мин.
Так вот, кому посчастливится отыскать таковой редуктор, при его установке на баллон ротаметр не нужно, поскольку для аргонно-дуговой сварки используют ротаметры (расходомер воздуха). Совершенно верно установить расход защитного газа за единицу времени крайне важно для получения качественного шва. Ротаметр складывается из стеклянной трубки с делениями и поплавка, что перемещается в ней. По подъёму поплавка определяется расход газа. На финишах трубки находятся штуцеры для выхода и входа газа, конечно регулировочный краник для уменьшения либо повышения количества газа.
Характеристики ротаметров приведены в таблице 77.
Сварочные аппараты для сварки в среде аргона. Сейчас весьма бурно начинается электроника и не только. на данный момент имеется богатый выбор сварочных аппаратов с множеством функций и настроек.
И как мы знаем, хорошее уровень качества стоит денег. От этого и нужно исходить при покупке сварочного аппарата. Определяющим моментом при покупке, так же, есть металл, что вы планируете варить по большей части, и какую большую толщину металла вы планируете проваривать, без утраты качества провара шва и качества металла. Так как большой ампераж сварочного аппарата зависит от толщины свариваемого металла, нужно, ампераж должен быть ещё и с маленьким запасом по силе тока (это предотвратит перегрев аппарата).
Ниже я приведу таблицу (из двух частей), на которой видна напряжения силы и зависимость тока, от толщины свариваемого металла. Так же, на ней продемонстрирована подготовка кромок металла перед сваркой и нужные сварочные зазоры чтобы получить шов обычного качества. И обратите внимание, что толстый металл (от 8 мм до 40 и более) необходимо проваривать в пара проходов, не обращая внимания на громадную мощность( силу тока в Амперах) сварочного аппарата. В пара проходов я сваривал скобу британского колеса (см. тут), которая имела толщину 20 мм.
Еще одним главным критерием при выборе сварочного аппарата есть его универсальность. И я рекомендую покупать универсальный аппарат, в частности, в маркировке должны быть буквы TIG AC/DC, это значит, что этот сварочный аппарат имеет переключаемые функции переменного и постоянного тока. Так как, при сварке стали, нетолстой меди, титана, нужен постоянный сварочный ток, а для качественной сварки алюминия, меди и магния громадной толщины, где требуется удаление окислов с свариваемой поверхности, нужен переменный сварочный ток. И значит, получая сварочный аппарат данной маркировки — TIG AC/DC и с функциями обоих токов, у вас появляется возможность варить практически все металлы.
Маркировка TIG DC ставится на аппаратах аргонно-дуговой сварки с возможностью работы лишь на постоянном токе и значит, вы сможете варить лишь сталь, титан и тонколистовую медь, а его сплавы и алюминий вам будет недоступен.
Исходя из этого, учтите это при покупке, не обращая внимания на то, что эти аппараты дешевле аппаратов TIG AC/DC. Но я считаю, что направляться переплатить, но купить универсальный аппарат.
Ещё один нюанс направляться учесть при покупке — это покупать классический аппарат с надёжным трансформатором либо приобрести более современный инверторный аппарат. Я считаю, что нужно купить инвертор, поскольку он имеет более плавные регулировки тока, габариты и меньшую массу, но не это основное.
Главный основной, на мой взор, принцип инверторных аппаратов AC/DC, есть применение двойного инвертора и создание полуволн прямоугольной формы, которая делает сварочную дугу более стабильной, увеличивает тепловложение и очищающий эффект, что особенно принципиально важно для алюминия, с его свойством скоро окисляться на воздухе, практически сразу после зачистки.
Ещё одно ответственное свойство современных инверторных аппаратов AC/DC Pulse — это наличие функции импульсного режима и на постоянном, и на переменном токе. Если сравнивать с простым режимом, импульсный режим сокращает тепловложение, усиливает стабилизацию дуги, в особенности на малых токах, и помимо этого, оказывает хорошее металлургическое действие на сварочный шов, разрешая взять мелкозернистую структуру шва (более прочную).
При покупке не забудьте учесть, что многие более замечательные сварочные аппараты, расчитаны на напряжение 380 вольт, что не применимо в большинстве частных гаражных мастерских. Исходя из этого, ищите аппарат на 220 вольт, что в принципе несложно, при мощности не более 200 ампер.
В сети множество аппаратов разных компаний, исходя из этого обрисовывать раздельно любой мне ненужно, к тому же, ко многим аппаратам прилагается инструкция с таблицей тактико-технических черт.
Дам совет лишь покупать сварочный аппарат (особенно инверторный) европейских либо американских компаний, но не азиатских. Аппарат из Европы может стоить, чуть ли, не вдвое дороже китайского, но, он прослужит вам много лет без поломок. на данный момент хорошие сварочные аппараты начали делать в Российской Федерации.
Подробнее определить о их качестве возможно на форумах по данной тематике в сети. Так как, в то время, когда большое количество людей хвалят какое-то изделие, согласитесь, это лучше, чем похвала одного человека.
Дуговая полуавтоматическая сварка плавящимся электродом (проволокой) в защитных газах. Данный вид сварки весьма распространён из-за дешевизны и своей производительности, поскольку углекислый газ и сварочная проволока достаточно дёшевы.
Сварка производится дугой между электродной проволокой и изделием, которая подаётся в зону сварки подающим механизмом по особому шлангу с Боудёновской стальной либо тефлоновой (для нержавеющей проволоки) оболочкой.
Данный метод характерен хорошим качеством и большой производительностью шва, но в большинстве кастом-мастерских его применяют для прихватки подробностей, а последующую проварку ведут аргонно-дуговой сваркой. При умелом применении и с обширным опытом, этим видом сварки возможно варить металлические подробности со швами не хуже, чем при аргонно-дуговом методе, но основной недочёт этого вида сварки — это большое разбрызгивание капель металла, и невозможность качественной его сплавов и сварки алюминия (и не смотря на то, что им возможно варить алюминий, но аргонно-дуговой аппарат без сомнений варит лучше). Но я считаю, что полуавтомат нужен в любой мастерской, равно как и более дорогой аргонно-дуговой сварочный аппарат.
сварочный полуавтомат с рабочим и сглаживающим трансформатором.
Для сварки используют деятельный углекислый газ (СО2) — двуокись углерода- самый распространённый и недорогой защитный газ при сварке плавящимся электродом. Окисление металла шва, выделяющимся при сварке из углекислого газа свободным кислородом, нейтрализуется содержащимся в электродной проволоке раскислителями.
Фундаментальные особенности углекислого газа: газ бесцветен и не ядовит, плотность при атмосферном давлении и 20°С равна 1,98 кг/на м?. Температура сжижения газа при атмосферном давлении минус 78,5°С. Выход газа из 1 кг жидкой углекислоты 505 л.(при 0°С).
По ГОСТу 8050-76 выпускается углекислый газ трёх марок: сварочный, пищевой и технический с содержанием двуокиси углерода не меньше 99,5; 98,8; и 98,5% соответственно.
Содержание водяных паров в сварочном углекислом газе при температуре +20°С, и давлении 760 мм ртутного столба, не должно быть более 0,184 г/м?. Для сварки может употребляться и пищевой углекислый газ, но в обязательном порядке с предварительной осушкой.
В обычный 40-литровый баллон вмещается 25 кг жидкой углекислоты, которая занимает не полный количество баллона. Давление газообразной углекислоты в баллоне, приблизительно 60 — 70 кг/см?. Баллон окрашивают в чёрный цвет и имеют жёлтую надпись СО2 сварочный (либо углекислота).
Сварочный полуавтомат. Слово полуавтомат свидетельствует, что проволока подаётся посредством подающего механизма (см. фото) и сварочный зазор регулируется машинально, а продольно перемещать проволоку нужно вручную.
При покупке, с полуавтоматами так же как и с другими типами сварочных аппаратов — чем лучше уровень качества, тем дороже. Снова же, не рекомендую брать азиата, нужно купить аппарат Европейский либо Российский.
Попытайтесь отыскать аппарат с двумя трансформаторами (мне изготовили таковой на заказ, см. фото). Один трансформатор рабочий (квадратный), а второй сглаживающий ( замечательный круглый тероид), что разрешает выпрямить ток (кроме диодного моста) и всецело сгладить синусоиду выпрямленного тока. Это разрешает сделать шов менее пористым и более прочным и качественным.
Этим аппаратом я свариваю металл от миллиметрового листа и фольги (к примеру, баки см. тут) до 25 мм плиты. В случае если нужно сварить таковой толстый металл, то я варю его в пара проходов, предварительно нагрев металл газовым резаком.
Так же, в продаже имеется более лёгкие инверторные сварочные аппараты и у них также имеется функция полного сглаживания тока, но они дороже трансформаторных аппаратов. Редуктор для углекислотного баллона возможно применять углекислотный и кислородный, но я ещё установил и ротаметр (расходомер), возможно варить и без него, но он разрешает более совершенно верно настроить количество газа для сварки тонкого металла.
При сварке пищевой углекислотой рекомендую установить перед редуктором особый осушитель, а вдруг его нет, то рекомендую применять лишь сварочную углекислоту, в особенности при сварке тонколистового металла.
Подробнее о выборе сварочного полуавтомата я написал вот в данной статье. Напоследок рекомендую взглянуть нужный видеоролик чуть ниже, в котором я показываю и говорю, как изготовить простое, но крайне полезное приспособление для сварки листового металла, которое разрешит кроме того новичкам идеально сварить два металлических страницы (либо вварить какой то фрагмент) каковые будут выставлены идеально ровно, относительно друг друга и с однообразным зазором, на всей протяженности кромок. И в итоге, по окончании шлифовки и сварки сварных швов, возможно будет обойтись без шпаклёвки, либо с минимальным её числом.
А эту статью заканчиваю и надеюсь, что она будет нужна сварщикам новичкам и окажет помощь определиться с выбором метода сварки и с выбором соответствующего сварочного аппарата, удач всем.