Эта статья о шлифовке коленвала будет нужна не только автовладельцам, но и обладателям мотоциклов с коленчатыми валами на подшипниках скольжения.
Шлифовка коленчатого вала (а правильнее его шеек, как коренных, так и шатунных) может потребоваться по окончании определённого пробега любого двигателя и она разрешает вернуть верную и нужную геометрию изношенных шеек коленчатого вала, как шатунных, так и коренных. В данной статье мы разглядим для чего нужна такая операция как шлифовка коленчатого вала, как она производится и в то время, когда нужно шлифовать шейки коленвала, конечно другие нюансы по восстановлению коленчатого вала.
Очевидно те автовладельцы, каковые имеют поблизости грамотную мастерскую, смогут собственный автомобиль на ремонт автомеханикам. Тем более, что для осуществления шлифовки коленчатого вала требуется особый шлифовальный станок.
Ну а тем водителям кто живёт в глубинке и не имеет ремонтной мастерской поблизости, возможно будет благодаря данной статье самостоятельно снять коленчатый вал и произвести его дефектовку.
Ну и по окончании шлифовки коленвала на каком то заводе, они смогут проконтролировать размеры самостоятельно и собрать мотор с новыми вкладышами. Но и водителям имеющим поблизости автосервис (либо начинающим авторемонтникам), сохраняю надежду эта статья будет нужна.
О восстановлении коленчатых валов (кривошипов), имеющих подшипники качения, вместо подшипников скольжения (вкладышей), я уже писал и желающие смогут почитать об этом вот тут. А в данной статье мы разглядим как восстанавливают посредством шлифовки шейки коленчатого вала, каковые вычислены на подшипники скольжения.
Необходимость шлифовки шеек коленвала появляется от постепенного их износа, от которого коренные и шатунные шейки становятся круглыми и их диаметр делается меньше, и вкладышей также. От этого зазоры в подшипниках скольжения возрастают и давление масла падает ниже нужной нормы (как проверить правильное давление масла читаем тут). Кроме этого давление масла падает и от износа распределительного вала и его постелей (о ремонте постелей распредвала обрисовано вот тут).
направляться учесть, что падение давления масла возможно и от износа масляного насоса, либо от износа сопряжения редукционного клапана и это направляться учитывать и сперва устранить неисправности в них, перед тем как разбирать двигатель и вынимать коленчатый вал для шлифовки.
Не считая падения давления масла, ещё от вкладышей и износа шеек появляются ударные нагрузки и стуки при работе двигателя, поскольку зазоры между вкладышами и изношенными шейками увеличены больше нормы (нормы зазоров будут обрисованы ниже).
В большинстве случаев стук шатунных подшипников резче стука коренных и он прослушивается на холостых оборотах мотора — при резкой подаче газа. А подшипник какого именно шатуна стучит, легко выяснить, в случае если поочерёдно отключать свечи зажигания (либо форсунки на дизельном двигателе).
Стук коренных подшипников коленвала в большинстве случаев глухого тона, железный. Также обнаруживается при резкой подаче газа на холостом ходу. Частота стука возрастает с увеличением оборотов коленвала.
Чрезмерный осевой зазор коленвала вызывает более резкий стук с неравномерными промежутками, каковые очень заметны при плавном повышении (либо уменьшении) оборотов двигателя.
Очевидно ездить с изношенным (застучавшим) коленвалом запрещено и при появлении стуков либо при падении давления масла (ну либо при проведении планового капремонта двигателя) направляться ремонтировать коленчатый вал посредством шлифовки и подбора новых вкладышей, что и будет обрисовано ниже.
Проверка геометрии шеек перед шлифовкой коленвала.
Разобрав двигатель (детально о разборке мотора вот тут) и вынув коленчатый вал, его направляться пристально осмотреть. Трещины в любом месте коленвала недопустимы, а на поверхностях, каковые облегают кромки сальников, не должно быть забоин, царапин либо рисок.
Ниже будут обрисованы допуски и проверка для исправного коленвала и очевидно у изношенного коленвала (с изношенными шейками) биение будет больше, чем обрисовано ниже, поскольку шейки в большинстве случаев изнашиваются в виде овала и это значит направляться произвести шлифовку коленвала.
Но нормы допусков направляться знать и стремиться к ним. К тому же знание допусков на методы и биение проверки, окажет помощь любому автовладельцу проконтролировать коленвал по окончании того, как они заберут его из шлифовального цеха.
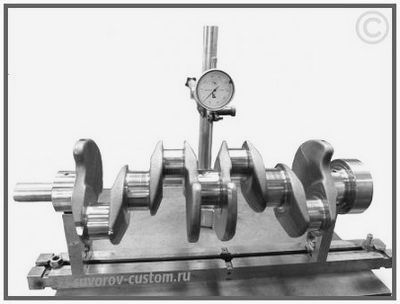
Осмотрев коленвал и убедившись в отсутствии недостатков, обрисованных выше, устанавливаем его на две призмы (крайними коренными шейками — см. фото слева) и посредством индикатора часового типа (выставив индикатор на ноль и прикладывая носик индикатора к поверхностям шеек) контролируем биение — допустимые биения продемонстрированы на рисунке 1 ниже.
Биение посадочной поверхности под ведущую шестерню масляного насоса и биение коренных шеек коленвала не должно быть больше 0,03 мм (чем меньше, тем лучше). Биение посадочной поверхности под маховик не должно быть больше 0,04 мм (чем меньше, тем лучше). Биение посадочной поверхности под шкивы и поверхностей, по которым трутся кромки сальников не должно быть больше 0,05 мм.
Потом измеряем посредством микрометра диаметры коренных и шатунных шеек коленвала (измеряем микрометром крест-накрест, дабы распознать и овальность).
Шейки коленвала направляться шлифовать, в случае если их износ более 0,03 мм, либо овальность более 0,03 мм., и в случае если на шейках имеются риски либо задиры.
Шлифуем шейки коленвала с уменьшением диаметра очевидно до ближайшего ремонтного размера (наблюдаем ремонтные размеры на рисунке 2, на примере коленвала ВАЗ 2108, 09). Так как предусмотрена возможность перешлифовки шеек коленвала с уменьшением диаметра на 0,25; 0,5; 0,75;, 1 мм — это на большинстве двигателей, как отечественных, так и иномарок.
Так как ремонтные вкладыши изготавливают увеличенной толщины, под шейки коленвала, каковые шлифованы и уменьшены по диаметру на 0,25; 0,5; 0,75; и 1 мм.
При шлифовании получаем выдерживания размеров до ближайшего ремонтного размера (уменьшенного диаметра шейки на 0,25 мм).
Наряду с этим конусность и овальность коренных и шатунных шеек по окончании шлифовки коленвала не должны быть больше 0,005 мм. Это конечно же зависит от точности шлифовального станка, но эти допуски на овальность и конусность шеек направляться учитывать при обработке, в противном случае смысла ремонта не будет.
А смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, по окончании их шлифовки должны быть в пределах ±0,35 мм — см. рисунок 1. Для проверки устанавливаем коленвал крайними коренными шейками на две призмы и выставляем коленвал так, дабы ось шатунной шейки первого цилиндра пребывала в горизонтальной плоскости, проходящей через оси коренных шеек.
Потом индикатором контролируем смещение в вертикальном направлении шатунных шеек второго, третьего и четвёртого цилиндров, довольно шатунной шейки первого цилиндра.
Шлифовка коленвала — сам процесс.
Очевидно для шлифовки шеек нужен особый круглошлифовальный станок, что имеется в специальных мастерских. Разработку шлифовки шеек коленвала ненужно обрисовывать, поскольку сам процесс более понятен на видео чуть ниже.
Перед шлифовкой самое важное — это выставить коленвал верно, постукивая по нему и контролируя индикатором.
При шлифовании основное — это выдерживание размеров галтелей шеек (на примере вазовского коленвала на рисунке 2 ниже), чтобы получить верный рабочий зазор между ремонтными вкладышами и шейками. Ну и очевидно не выйти за пределы допусков по овальности, смещения и конусности шеек, каковые были обрисованы выше.
Прошлифовав шейки, направляться отполировать их посредством алмазной пасты (либо пасты ГОИ). По окончании последующей доводки и шлифовки шеек полировкой, направляться удалить заглушки масляных каналов коленвала, а после этого шепетильно промыть каналы коленвал керосином, для удаления остатков абразива и продуктов шеек и износа вкладышей (подробнее о промывке каналов коленвала читаем тут).
По окончании промывки продуваем каналы сжатым воздухом и запрессовываем новые заглушки посредством особой оправки № А86010 (перед запрессовкой новых заглушек, нужно обработать их гнёзда особой фрезой либо зенковкой, дабы удалить следы от кернера, очевидно это делаем ещё до продувки и промывки коленвала). По окончании запрессовки новых заглушек направляться закернить кернером каждую заглушку в трёх точках.
Ну и ещё нужно промаркировать на первой щеке коленвала величину уменьшения диаметра коренных и шатунных шеек по окончании шлифовки коленвала (к примеру 0,25; 0,50).
Вкладыши.
Как было сообщено выше, ремонтные вкладыши изготавливают увеличенной толщины, под шейки коленвала, каковые шлифованы и уменьшены по диаметру на 0,25; 0,5; 0,75; и 1 мм.
На вкладышах нельзя производить никаких подгоночных работ. Зазор между шейками коленвала и вкладышами контролируют расчётом, перед этим промерив подробности микрометром. Для проверки зазора значительно несложнее пользоваться особой калиброванной пластиковой проволокой (наподобие рыбацкой лески).
Для этого хорошенько очищаем рабочие вкладышей и поверхности шеек и укладываем кусочек проволоки на поверхность шейки коленвала (дабы не падала приклеиваем капелькой Литола) и после этого устанавливаем на шейку шатун с крышкой (либо крышку коренного подшипника) и стягиваем их болты посредством динамометрического ключа.
Гайки шатунных болтов затягиваем моментом 5,2 кгс•м (51Н•м), а болты крепления крышек коренных подшипников затягивам моментом 8,2 кгс•м (80,4Н•м).
Потом снимаем крышку и по шкале (см- рисунок 3, шкала нанесена на упаковку проволоки) и по сплющиванию проволоки определяем величину зазора между шейкой коленвала и вкладышем.
Номинальный расчётный зазор для шатунных шеек образовывает 0,02 — 0,07 мм., и для коренных шеек образовывает 0,026 — 0,073 мм. А вдруг зазор меньше предельно допустимого (0,1 мм для шатунных и 0,15 мм для коренных) то возможно опять применять эти вкладыши, очевидно в случае если шейки не шлифовались до ремонтного размера. Но однако лучше применять новые вкладыши (особенно в случае если на хоженных вкладышах имеются царапины и риски).
Ну и в случае если шейки коленвала изношены и шлифуются до ближайшего ремонтного размера, то очевидно вкладыши меняем на новые ремонтные, каковые имеют увеличенную на 0,25 мм толщину.
Упорные полукольца. На этих кольцах так же как и на вкладышах нельзя производить никаких подгоночных работ. А при задирах, рисках либо отслоениях меняем кольца на новые. Кроме этого направляться заменить полукольца новыми ремонтными (увеличенной толщины) в случае если осевой зазор коленвала превышает максимально допустимый 0,35 мм.
Новые ремонтные полукольца в большинстве случаев увеличенной на 0,127 мм. толщины и их подбираем таковой толщины, чтобы получить рабочий осевой зазор в пределах 0,06 — 0,26 мм (чем меньше, тем лучше).
По окончании шлифовки коленвала, перед тем как установить его на собственное место с новыми ремонтными вкладышами, коленчатый вал и все его полости и масляные каналы направляться в обязательном порядке шепетильно отмыть сперва бензином, а позже керосином, дабы вымыть все остатки от шлифовки (абразив и железную пыль). Детально об этом возможно почитать вот тут.
По окончании установки и промывки коленвала на собственное место с новыми (ремонтными) вкладышами, затягиваем крышки крышки и шатунов коренных подшипников с требуемым моментом, что был указан выше. Ну и собираем двигатель в последовательности обратной разборке.
Вот помой-му и всё о шлифовке коленвала и нюансах с ней связанных, удач всем.