Резцы проходные являются самый распространённым инструментом при токарной обработке. В данной статье мы разглядим, как изготовить таковой резец собственными руками, какие конкретно бывают проходные резцы, их углы и углы установки режущих кромок и другие нюансы.
Эта статья будет продолжением серии статей на сайте о токарных станках, о приспособлениях и инструментах для токарной обработки в гаражной мастерской. О приспособлениях для токарных станков я уже писал и желающие смогут почитать о них вот тут и вот тут.
Ну а о доводке токарных и грамотной заточке резцов собственными руками рекомендую почитать и взглянуть видео вот в данной статье.
А в данной статье мы детально разглядим об главном инструменте при токарной обработке — проходном резце.
Для начала разглядим какие конкретно бывают проходные резцы, из чего их изготавливают, их углы заточки, методы крепления твёрдосплавных пластинок этих резцов и другие нюансы. А в конце будет поведано и продемонстрировано как изготовить собственными руками отогнутый проходной резец со сменной твёрдосплавной пластинкой дома.
Резец проходной рекомендован для продольного обтачивания наружных цилиндрических поверхностей, а для торцевых обработки поверхностей и токарной уступов помогают подрезные резцы.
Но кое-какие типы проходных (таковой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов применяют как для продольного, так и для поперечного обтачивания поверхностей.
Проходные резцы бывают чистовые и черновые. Черновые резцы предназначены для неотёсанного обтачивания заготовок, так называемой обдирки (и исходя из этого кое-какие их именуют обдирочными). А чистовые резцы предназначаются для получения и окончательной обработки поверхностей более большого класса обработки поверхности заготовки.
Ниже мы детально разглядим виды проходных резцов.
Токарные отогнутые проходные резцы.
Такие резцы самый распространены в токарной обработке из-за широких возможностей и удобства и как раз как я изготовил таковой резец, мной был заснят видеоролик, что возможно взглянуть под данной статьёй.
Благодаря отогнутой головке, такие резцы разрешают обработать поверхность подробности, которая расположена весьма близко от кулачков токарного патрона.
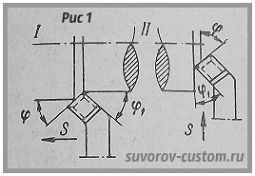
I — продольное протачивание, II — поперечное протачивание
И употребляются таковой резец проходной как для продольного (см. рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы делают левыми и правыми, в зависимости от того, в какую сторону отогнута головка.
Прямые проходные резцы.
I — правый проходной резец, II — левый проходной резец
Эти резцы предназначены для продольного обтачивания подробностей. Кроме этого как и отогнутые резцы, смогут быть как правые (см. рисунок 2.I), каковые используются при простом направлении перемещения суппорта станка, так и левые (рисунок 2.II), каковые используют при точении в направлении от передней бабки к задней.
Прямые проходные резцы самый несложны в изготовлении из-за простой (не отогнутой) формы державки.
Упорные проходные резцы.
I — подрезание торцовых поверхностей (уступов), II — торцовое обтачивание.
Эти резцы помогают для продольного обтачивания подробностей (см. рисунок 3.I) и одновременного подрезания торцовых поверхностей уступов (в конце прохода). В случае если развернуть резцедержатель с таким резцом на некий угол (см. рисунок 3.II) о возможно применять таковой резец и для торцового обтачивания торца подробности.
Самый активно используются упорные проходные резцы при обработке нежёстких подробностей, и ступенчатых заготовок.
Чистовые проходные резцы.
I — для обтачивания открытых мест, II — для обтачивание труднодоступных мест.
Такие резцы употребляются по большей части для обтачивания с малой подачей и отличаются они от простых проходных резцов громадным радиусом закругления (r=2-5 мм).
Для обтачивания открытых мест на подробностях применяют прямые резцы, каковые трудятся в обе стороны (см. рисунок 4.I).
А для обтачивания труднодоступных мест применяют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
Чистовые проходные широкие резцы.
Эти резцы предназначены для чистового обтачивания подробностей, причём с громадными подачами. Но наряду с этим эти резцы в большинстве случаев снимают малый слой металла с заготовки.
b — ширина режущей кромки, s — подача.
При громадных подачах (s
Ниже будет рассмотрены разные варианты проходных резцов, каковые отличаются друг от друга в зависимости от крепления режущих пластинок.
Токарные резцы с механическим креплением режущих пластинок.
Крепление пластинок в особом гнезде разрезанной пружинящей державки.
Конструкция таких резцов, (каковые были созданы ещё в прошлом веке в университете разработки в ГДР) предусматривает крепление твёрдосплавных пластинок симметричной формы в разрезанных державках, посредством одного либо двух винтов (с внутренним шестигранником). Такие проходные резцы продемонстрированы на рисунке ниже.
Под номером I и II продемонстрировано крепление твёрдосплавных пластинок цилиндрической формы, а под номером III продемонстрировано закрепление квадратной пластинки, под номером IV продемонстрирована закреплённая пластинка прямоугольной формы, ну и под номером V продемонстрирован пример закреплённой треугольной пластинки.
По мере затупления в ходе работы, пластинки в державке, что разрешает применять её без переточки достаточно продолжительно.
Токарные резцы конструкции шведской компании.
Одна из инструментальных шведских компаний создала метод крепления твёрдосплавных режущих пластинок 2 (см. рисунок ниже) к державке 1 посредством планки 3 стружколомателя, конечно посредством прижимной планки 5 и винта 4, что имеет резьбу (как правую, так и левую) и внутренние грани в собственной головке под шестигранный ключ.
Стружколоматель 3 и прижимная планка 5 имеют три типоразмера, а основание (державка резца) производят восьми типоразмеров. И сочетание этих элементов резца с пластинками различной формы, разрешает токарю взять множество различных вариантов проходных резцов (и не только проходных).
Изюминкой конструкции таких резцов есть планки и точечный 5 контакт прижима 3. Причём прижимная планка 5 имеет по периметру кольцевой выступ, что снабжает достаточно твёрдое и надёжное крепление пластинки, при упоре в кольцевую углубление основания 1.
Токарные резцы конструкции токаря А. П. Аграфенина.
Таковой резец складывается из державки 1 к которой при помощи винта и 3 подвижного упора 4 закрепляется твёрдосплавная (либо метало-керамическая) пластинка 2. Наряду с этим задняя поверхность сменной режущей пластинки опирается на клинообразный буртик А на краю державки и под действием сил резания заклинивается в державке (корпусе).
Ну и конечно же буртик мешает сдвигу режущей пластинки.
направляться учесть, что при сборке резца подвижный упор 3 устанавливают так, дабы между ним и буртиком А вольно входила режущая пластинка на 0,75 собственной длины. После этого делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки образовывает 1 мм.
И наряду с этим между опорной поверхностью и пластинкой в корпусе (державке) создаётся клиновой просвет приблизительно в 0,2 — 0,3 мм.
По окончании приложения силы резания (нагрузки на пластинку) пластинка надёжно и хорошо заклинивается в державке (корпусе резца).
В случае если потребуется поменять пластинку, то она расклинивается при помощи лёгкого постукивания. направляться учесть, что в таковой конструкции подвижный упор 3 помогает ещё и стружколомателем. Подобную конструкцию имеют и упорно-проходные резцы для того чтобы же типа.
Резцы с механическим креплением многогранных неперетачиваемых режущих (сменных) пластинок.
Большая часть проходных резцов (и не только проходных) были созданы ещё в прошлом веке в ВНИИ и особенность таких резцов — это то, что сменная пластинка употребляется многократно и без переточек (пластинка второй гранью, вместо затупившейся) и пластинка , в то время, когда все её грани затупятся.
По конструкции таковой резец (см. рисунок чуть ниже) является державкой 1, в которую запрессован штифт 3, на что вольно (с зазором приблизительно 0,2 — 0,3 мм) надевают многогранную твёрдосплавную пластинку 2.
Приобрести, либо твёрдосплавные сменные пластинки хорошего качества, желающие смогут кликнув вот на эту ссылку.
Закрепление данной пластинки осуществляется за счёт заклинивания её между штифтом 3 и задней опорной стенкой державки посредством винта и 5 специального клина 4. Наряду с этим пластинка надёжно и хорошо прижимается к опорной поверхности корпуса резца (державки).
Как продемонстрировано на рисунке, пластинка при изготовлении на заводе снабжается выкружкой для завивания стружки и ещё упрочняющей фаской на передней поверхности (ширина фаски 0,2 — 0,3 мм). Причём передний угол на выкружке хороший и нужное значение задних углов обеспечивается за счёт установки пластинки под нужным углом на корпусе державки (угол образовывает приблизительно 15 — 18° относительно оси державки).
Обрисованная конструкция крепления сменной пластинки мало сложна для независимого исполнения дома, да и не подойдёт она для через чур небольших резцов маленьких токарных станков (к примеру школьных «тэвашек»), так как все подробности нужно будет делать весьма небольшими. Исходя из этого для более небольших резцов возможно закрепить сменную пластинку более несложным методом, как сделал я в видеоролике под данной статьёй.
И в случае если сделать ступень на державке достаточно совершенно верно, и совершенно верно просверлить отверстие для зажимного винта, другими словами добиться того, дабы при затяжке винта пластинка хорошо притягивалась собственной задней гранью к ступени (буртику на державке) то такое крепление, без оглядки на собственную простоту, достаточно надёжное.
К тому же ступень выполнена так, что при нагрузке задняя кромка пластинки заклинивается в ступени, поскольку опорная площадка и ступенька под пластинку сделаны с углом (приблизительно 10 — 15° по отношению к оси державки). Державку нужно изготовить из углеродистой стали 40Х, 40Х13, либо из стали 45, 50.
Изготовление отогнутых резцов посредством штампа. 1 — матрица, 2 — давящий паунсон.
Причём державка отогнутого резца изготовлена (и продемонстрирована мной в видеоролике ниже) не способом эластичны, как делают это на заводе посредством особых штампов и как продемонстрировано на рисунке слева, а более несложным методом, легко обтачиванием и вырезанием из куска стали.
Многогранные пластинки производят трёх, четырёх, пяти, и шестигранной формы. Ну а размеры проходных резцов с многогранными пластинками фактически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Трёхгранные пластинки имеют углы равные 80?, при рабочих вершинах, и они употребляются для проходных упорных резцов с главным углом в плане ?=90? (см. рисунок под буквой а ниже).
А четырёхгранные пластинки предназначены для резцов, каковые трудятся с врезанием, с углами ?=45? (как на рисунке под буквой б и как изготовленный мной резец в видеоролике под статьёй) и бывают с углом 60? как на рисунке под буквой в. Ну и бывают с углом ?75? как на рисунке под буквой г, они в большинстве случаев с таким углом крепления пластинки обтачивают не твёрдые подробности.
Ну и пятигранные и шестигранные пластинки используют для проходных резцов с углами ?=60? (под буквой д) и с углами ?45? — продемонстрировано под буквой е.
Ещё направляться подчернуть, что многогранные сменные пластинки выпускаются двух форм — без стружколомающих канавок (для обработки чугуна) и с стружколомающими канавками.
Что ещё хотелось бы сообщить: эти резцы имеют громадное преимущество перед резцами с напаянными пластинками. Так как при их применении ощутимо уменьшаются затраты рабочего времени на протачивание подробности и к тому же обеспечивается хороший отвод стружки.
Единственный минус, это то, что цена многогранных сменных пластинок приблизительно на 30% выше, чем цена напайных твёрдосплавных и металлокерамических пластинок, предназначенных для резцов проходных и других.
Ну и ниже будут продемонстрированы таблицы и рисунок с главными углами токарных резцов.