Казалось бы простая для обладателя заднеприводной автомобили работа, по ремонту карданного шарнира, которую именуют замена крестовин, в действительности не такая уж несложная операция, и требует от ремонтника не только некоторых знаний, но и особых приспособлений. В противном случае в полной мере вероятны дорогостоящие неточности. О верном и грамотном ремонте карданного шарнира, и о приспособлении для этого, мы и поболтаем в данной статье.
Статья будет нужна кроме этого обладателям отечественных тяжёлых мотоциклов и других байков с карданным приводом (БМВ, Мото Гуци, Цюндапп, АВО, Симсон и т.п.), так как приспособление возможно будет изготовить сниженных размеров, в зависимости от крестовины вашего байка.
Приспособление для выпрессовки-запрессовки подшипников карданного шарнира.
Главный ремонт карданного шарнира, это замена износившейся крестовины с игольчатыми их уплотнениями и подшипниками. Для этого карданный шарнир всецело разбирают, выпрессовывая подшипники.
Но слово выпрессовывать для многих звучит нелепо, для них эта операция думается существенно проще, поскольку разламывать не строить. Особенно в то время, когда шарнир очень сильно изношен не только от эксплуатации но и от левых ремонтов, и как говорится «сыпется», и многие скоро разбирают крестовину достаточно ожесточённым методом, ударяя вилками об уголок металлической эстакады, либо ямы. И в случае если подшипники крестовины посажены в проушинах без натяга, что не редкость по окончании выработки посадочных мест от нескольких безграмотных ремонтов, то при ударах они в большинстве случаев , радуя безграмотного ремонтника, что удалось так легко разобрать узел.
В действительности таковой шарнир возможно применять уже лишь для грузила (для донки).
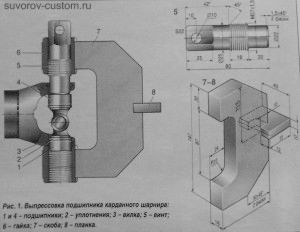
При обычной посадке с натягом (натяг 0,005 — 0,038 мм), крестовину ударным методом уже не разобрать без порчи подробностей. Потребуется выпрессовка, а вдруг подробности крестовины подверглись коррозии, то иногда выпрессовка требует больших упрочнений, которых не каждый пресс выдержит. Да он и не потребуется, в случае если изготовить приспособление для выпрессовки, продемонстрированное на рисунке.
Размеры вычислены для жигулёвской крестовины, но так как и для других машин он может подойти, лишь необходимо будет поменять диаметр нижней части упора винта . Изготовить приспособление не сложно, как видно из картинок. Необходимо будет вырезать скобу из листового металла толщиной 16 мм, а после этого приварить к ней гайки с резьбой М22, каковые необходимо будет заказать у токаря.
Так же заказываем токарю винт с резьбой, гайки и вороток воротка. Силовой винт и другие резьбовые подробности, нужно выточить из прочной стали, к примеру из распространённой ст.45.
Подготовка к работе.
Нужно запомнить, что перед разборкой нужно отметить маркером исходные положения вилок карданных шарниров, что бы сохранить, по окончании замены подробностей, обоюдное положение всех трёх частей карданного вала. Это принципиально важно, поскольку карданный вал отбалансирован в собранном виде, и в случае если поменять местами размещение его подробностей, то на высоких оборотах будет появляться вибрация, и карданный вал на скорости загудит.
Ресурс подробностей для того чтобы вала весьма недолгий. И в случае если подробности не были помечены, то устранить вибрацию будет не так то легко. Будет необходимо экспериментировать и пробовать четыре варианта сборки вала, а позже пробовать на ходу. Либо искать особый стенд для проверки балансировки.
Меньше, головняк ещё тот, в особенности в глубинке, где нет квалифицированных автосервисов.
Так же рекомендую перед разборкой очистить от коррозии и грязи выступающие из проушин подшипники, дабы уменьшить разборку (уменьшить нагрузку на приспособление). Ещё принципиально важно отметить в какой канавке стояло каждое стопорное кольцо, дабы при сборке установить их лишь на собственные места (необходимо отметить чертилкой). Снимать и ставить кольца рекомендую особым инструментом, обрисованным в данной статье, в противном случае кольца легко деформировать либо сломать.
В то время, когда снимите стопорные кольца, хорошенько зачистите от грязи и коррозии канавки проушин и отверстия шарнира от стопорных колец.
К сведению, расстояние между наружными стенками канавок стопорных колец Жигулей (для каждой пары соосных отверстий крестовины) не должно быть больше 64,36 мм. В противном случае кроме того самые толстые стопорные кольца ( толщина 1,62 мм) не окажут помощь обеспечить требуемый осевой зазор крестовины в пределах 0,01 — 0,04 мм. И в случае если данный зазор будет больше, то уплотнения подшипников будут негерметичны. Стопорные кольца поставляют в продажу толщиной от 1,5 до 1,62 мм (отличие в толщине колец каждого набора, образовывает 0,03 мм).
Это направляться знать, и замерив на всякий случай правильное расстояние между наружными стенками канавок стопорных колец, возможно вычислить какой толщины брать стопорные кольца (в случае если потребуется), дабы обеспечить требуемый заводом изготовителем осевой зазор крестовины в пределах 0,01 — 0,04 мм.
Выпрессовка подшипников карданного шарнира.
При выпрессовке подшипника 4 вниз к центру шарнира (см.рисунок 1), вместе с подшипником будет перемещаться вниз вся крестовина со второй горизонтальной вилкой, которую не видно на рисунке. И по окончании того, как верхний подшипник выйдет из проушины, его направляться снять с шипа крестовины (с внутренней обоймы иголок), и от этого покажется возможность вытащить крестовину из нижнего подшипника и всецело отсоединить первую вилку от шарнира. И останется выпрессовать из неё к центру вилки, оставшийся второй (нижний) подшипник.
В этом деле основное не торопиться и не перестараться, как делают многие неопытные ремонтники, пробуя выпрессовать сходу оба подшипника, а ведь наряду с этим по любому сминаются (портятся) обоймы уплотнителей оставшихся подшипников. Так же направляться не забывать, что в случае если в ходе работы один из подшипников сместится в собственном отверстии проушины к центру вилки, то возвращать его приспособлением в обратном направлении очень нежелательно. Кое-какие таким же образом пробуют запрессовать новые подшипники.
Но так как со стороны донышка наружная обойма подшипника не имеет заходной васки, а вилка, как видно на рисунке 1, в собственном продольном сечении имеет маленькой клин. Исходя из этого при запрессовке подшипника стороной где нет особой фаски, обойма перекашивается и при предстоящем давлении приспособления, начинает собственной острой кромкой снимать стружку со стены отверстия проушины. Затем вилка преобразовывается в утиль. Я думаю с разборкой всё ясно, как необходимо и как запрещено, и переходим к сборке.
Запрессовка новых подшипников карданного шарнира.
Запрессовка новых подшипников — это самая важная часть всей работы по ремонту карданного шарнира. И в большинстве случаев новички в этом деле делают неточности, каковые портят новые подробности. Особенно в случае если используется простой ударный инструмент: примитивные выколотки (в большинстве случаев накидные головки из комплекта инструмента) и универсальный для начинающих мастеров инструмент — молоток.
С приспособлением вся работа проходит значительно легче, стремительнее, а основное без порчи подробностей.
Запрессовка новых подшипников продемонстрирована на рисунке 2, а порядок работы таков. Сперва установите на шипы крестовины 2 (внутренние обоймы подшипников) уплотнения, после этого вводим крестовину в вилку 3, и после этого на верхний шип крестовины устанавливаем смазанный подшипник 4 (конечно все иглы на своём месте).
Потом, поддерживая крестовину в верхнем положении винтом упором 1, закручивая винт 5 медлено прижимаем подшипник к торцу верхнего шипа крестовины. Эти действия избавят вас от распространённой неточности, в то время, когда орудуя молотком, от ударов какая то из иголок может выйти и подняться наперекос. Нетрудно представить, что будет дальше, и как таковой подшипник будет в будущем трудиться.
А посредством приспособления, необходимо всего лишь понемногу откручивать винт 1, а закручивая винт 5 неспешно запрессовывать подшипник в вилку шарнира.
И в то время, когда подшипник, неспешно продвигаясь в отверстии проушины, высвободит канавку стопорного кольца, то запрессовку направляться прекратить и установить в канавку помеченное стопорное кольцо. После этого, прижимая крестовину к уже запрессованному подшипнику, направляться перевернуть вилку шарнира на 180 градусов (старайтесь не помять уплотнения подшипников).
Таким же методом запрессовываем второй подшипник и ещё два раза повторяем эту работу на другой вилке карданного шарнира.
Кстати, чуть не забыл заявить, что намного эргономичнее трудиться, в случае если зажать приспособление в тисках. При таких условиях вам необходимо будет приварить к скобе 7 приспособления планку 8, вырезанную из листового металла толщиной 10 мм (см.рисунок 1).
Рекомендую по окончании сборки шарнира легко обстучать пластиковым молотком вилки, дабы изчесли лишние зазоры между стопорными кольцами и подшипниками. В один момент появляются зазоры между торцами шипов крестовины и донышками наружных обойм подшипников , при обстукивании подробности как бы находят собственные места, а смазка, кроме того в отверстиях шипов, вступает в работу.
Так же уделить время стопорным кольцам, как я уже сказал при их установке применяйте особый инструмент, дабы исключить их порчу, а коррозия либо изломы на стопорных кольцах недопустимы. Стопорные кольца должны вставляться в собственные канавки с упругостью, не разрешающей им болтаться в собственных канавках. Это принципиально важно, поскольку бывало, на высоких оборотах, стопорные кольца, при несерьёзном к ним отношении, вылетали из собственных канавок, а крестовина от действия центробежной силы, от вращения карданного вала ,смещалась всего лишь на 1,5 мм либо больше. Этих 1,5 мм хватало для появления вибраций и сильного гула.
В заключении данной статьи подчеркну, что возможно многие водители видели, как кроме того слесари специалисты в автосервисах, заменяют крестовины, умело орудуя только выколотками и молотком.
И многие водители возможно сообщат: так как ездят же затем машины. И я согласен, что обслуживая ежедневно много автомобилей, какой то «кулибин» сможет купить какие конкретно то навыки, кроме того при работе одним только молотком и не сломать подробности. Но таких людей не так то большое количество, и в случае если им отыскать в памяти, сколько запчастей им было нужно сломать, дабы добиться этих навыков, то уверен, что многие не захотят обучаться таким способам работы.
Да и для чего, в случае если всё существенно проще, и в случае если трудиться возможно без риска для рук, глаз, своего кошелька и деталей, другими словами как обрисовано в данной статье.
И я надеюсь, что эта статья окажет помощь многим ремонтникам, в особенности новичкам, скоро, эффектно, а основное без своих рук и порчи деталей, осуществить грамотный ремонт карданного шарнира; удачи всем!