При капитальном ремонте двигателя, в котором в верхней головке шатуна употребляются подшипники скольжения — медные втулки, довольно часто обнаруживается повышенный зазор в сопряжении данной пальца и втулки, зазор появляется по окончании определённого пробега. От этого при работе двигателя появляется неприятный стук, что с каждым пройденным километром лишь улучшается. Конечно при ремонте мотора, от таковой неприятности необходимо избавляться.
Но всё не так легко как думается, в особенности с отечественными двигателями, и из-за таковой маленькой подробности смогут появиться громадные неприятности с поршневой группой. Как избежать этих неприятностей, и как верно совершить ремонт и посредством чего, читаем дальше.
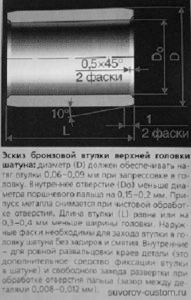
Первый вариант: в случае если зазор не большой, то втулку разворачивают развёрткой определённого диаметра (соответствующего диаметра, зависящего от диаметра ремонтного пальца), дабы убрать овал, появившийся от неравномерной выработки отверстия во втулке, а после этого устанавливают палец увеличенного диаметра (ремонтного размера), и в итоге приобретают отверстие во втулке совершенного диаметра и круглого сечения мало большего, чем диаметр ремонтного пальца. Как больше данный диаметр (зазор между втулкой и пальцем), возможно совершенно верно определить в мануале конкретного (вашего)двигателя.
Второй более сложный вариант: в случае если же диаметр выработанного овала во втулке намного больше, чем самый толстый ремонтный палец (с самым громадным диаметром, что отыщете), другими словами положенного допуска рабочего зазора, по окончании обработки круглого отверстия во втулке, вы не добьётесь, то втулку верхней головки шатуна нужно выпрессовать из головки и запрессовать новую.
Новую втулку снова же необходимо развернуть развёрткой определённого диаметра, что зависит от диаметра ремонтного пальца.
Какой должна быть качественная втулка.
Другими словами в любых ситуациях (в двух вариантах) необходимо применять развёртку, но вот самый важный момент в этом казалось бы не сложном деле, многие не учитывают, а напрасно. Какой момент?
Да всего лишь полная паралельность отверстия верхней отверстия и головки шатуна в нижней головке шатуна, на которую многие не обращают внимания при ремонте. Другими словами отверстие развёрткой, а под каким углом прошёл инструмент, и под каким углом получается развёрнутое отверстие, относительно отверстия нижней головки шатуна, многим не имеет значения, а напрасно.
В случае если появится не параллельность этих двух отверстий, то поршень вашего двигателя по окончании сборки, будет трудиться с перекосом, и юбка поршня будет изнашиваться неравномерно (не всей поверхностью, а лишь с одной стороны) и весьма скоро, поскольку площадь трения не полная (маленькая). Как раз от этого и появится стук поршня о стенку гильзы цилиндра, и появляется данный стук по окончании неправильного ремонта достаточно скоро. Многие водители упрекают эту неприятность, и грешат на якобы низкий уровень качества запчастей.
Но в действительности, легко ремонт сделан не как следует, другими словами не соблюдена параллельность отверстий в обоих головках шатуна (нижней и верхней).
его изготовление и Кондуктор.
Дабы при разворачивании развёрткой, отверстие оказалось верным, направляться изготовить несложный кондуктор, что окажет помощь верно развернуть отверстие в медной втулке. Для его изготовления потребуется кусок толстостенной трубки, с внутренним диаметром мало меньшим, чем отверстие в медной втулке, конечно потребуется пара пластин листового металла, толщиной приблизительно 8 — 10 мм.
Трубу нужно отрезать на маятниковой пиле, которая разрешит сделать отрез строго под 90 градусов, либо отрезать на токарном станке. Потом хорошенько прижимаем трубку к пластине струбциной (дабы не повело при сварке), и привариваем трубку к пластине (наблюдаем рисунок слева). Ну и дабы всецело быть спокойным за то, что плоскость которая будет прижата к головке шатуна и трубка (отверстие в трубке), имеют полную перпендикулярность (под 90 градусов друг к другу), следует за одну установку в патроне токарного станка, проточить наружную плоскость пластины, и расточить отверстие в трубке, и добиться чуть большего диаметра (на несколько соток) отверстия в трубке, чем диаметр развёртки которую вы станете применять.
Все диаметры на этом рисунке соответствуют диаметру медной втулки 14 мм.
Останется вырезать ещё одну пластину, которая будет прижиматься посредством болтов иначе верхней головки шатуна. В данной пластине необходимо осуществить отверстие на миллиметр больше, чем диаметр применяемой вами развёртки. Ну и кроме этого направляться просверлить соосные отверстия под стяжные болты (см. рисунок слева).
При работе обе пластины необходимо стянуть болтами, но не очень сильно, а так , дабы кондуктор имел возможность двигаться по плоскости верхней головки шатуна от упрочнения руки, либо от плотного нажатия вашим пальцем. Сейчас остаётся установить и поджать болтами кондуктор наоборот отверстия в медной втулке, и возможно затевать разворачивание этого отверстия развёрткой. Точность обработки будет отменная.
Но всё не так легко как думается.
Указанный мной метод обработки отверстия верхней головки шатуна, будет крайне полезен тем двигателям, у которых шатун как и должно быть в принципе у обычного импортного производителя — идеально ровный, и отверстия обоих головок шатуна строго параллельны (какие конкретно их втулки и шатуны бывают, как его верно доработать и другое возможно определить тут).
На отечественных же фабриках, к примеру шатуны двигателей мотоциклов ИЖ, изготавливают в противном случае, и метод ремонта посредством кондуктора, обрисованного мной выше, может не подойти. Растолкую из-за чего.
В то время, когда шатун ижевского мотора изготавливают на заводе, то сталь из которой его сделали, не проходит термическую обработку для упрочнения шатуна, пока в нём не сделают оба отверстия — в верхней головке и в нижней головке. Термичка пока не употребляется, поскольку отверстия легче сделать в сыром металле, возможно на заводе экономят на качественных твёрдосплавных инструментах.
Отверстия в обоих головках шатуна они делают верно, другими словами до этого момента они строго параллельны. Но по окончании того как отверстия сделаны, шатуны направляются в термический цех для упрочнения и закалки подробности (подробность нагревают, а после этого быстро охлаждают). Вот тут и начинается самое занимательное. По окончании термической обработки, шатун от резкого охлаждения и нагрева изгибается, и отверстия в его головках с этого момента уже не параллельны.
Как выходит завод ИЖмаш из для того чтобы положения? Параллельность верхней и нижней головки шатуна восстанавливают на заводе применяя толщину медной втулки, другими словами посредством разворачивания медной втулки, но уже развёртка устанавливается посредством заводского приспособления, которое разрешает развернуть отверстие в верхней головке строго параллельно нижней. Втулка получается с толщиной стенок различной, на различных участках по периметру подробности (смотрите рисунок слева).
Прикол в том, что многие мотоциклисты, каковые ремонтируют отечественные двигатели, не знают этого нюанса, и развернув отверстие кроме того посредством кондуктора, удивляются, что по окончании ремонта их двигатель скоро начинает стучать с удвоенной силой. Что при таких условиях все говорят — конечно виноваты якобы низкокачественные подробности. В действительности всё достаточно легко: завод экономит на технологии и качественном обрабатывающем инструменте, многие этого не знают и выполняют ремонт не верно, а в итоге виноватый постоянно найдётся — это либо ремонтник, которому вы доверили собственный мотор, но он не знает этого прикола, либо виноват поставщик якобы не качественных запчастей.
Согласитесь — звучит неправдоподобно: вы берёте новый отечественный мотоцикл, а шатун либо шатуны вашего нового двигателя кривые (поведённые). Таковой прикол возможно лишь в отечественном родном отечестве, на отечественных фабриках, другими словами на отечественной отечественной технике, тут нечему удивляться.
Новые мотоциклы ездят помой-му нормально, поскольку обе втулки шатуна параллельны и помой-му без стука, пока втулка не износится от естественного износа. Затем, дело подходит к ремонту и вот тут уже начинаются неприятности, каковые я обрисовал выше. Так как же всё таки сделать качественный ремонт верхней втулки на заводском кривом шатуне? (само выражение заводской кривой шатун в случае если честно меня бесит, но это жёсткая реальность отечественного мотопрома).
Дабы верно развернуть новую медную втулку в кривом шатуне, имеется три варианта, два из которых возможно применять..
Первый вариант — это добиться того, дабы оба верхней головки и отверстия(без медной втулки) и нижней головки шатуна стали параллельны. Это достигается рихтовкой шатуна на плите, и проверкой параллельности обоих отверстий посредством приспособлений, продемонстрированных на нижних картинках. И лучше для рихтовки шатуна применять не ударную технику (бронзовый молоток), а выравнивание шатуна посредством гидравлического пресса (давим на шатун засунув между ним и прессом алюминиевую болванку).
По окончании рихтовки шатуна, и восстановления параллельности отверстий обоих головок шатуна, возможно будет применять кондуктор для развёртки, обрисованный выше в данной статье.
Второй вариант — Это не выпрессовывать заводскую изношенную медную втулку из верхней головки шатуна, а просто восстановить её отверстие посредством жёсткого покрытия МС- 2000, о котором имеете возможность почитать вот в данной статье. Ресурс таковой восстановленной втулки будет больше чем у новой, и поршневого пальца также. Единственный нюанс что направляться учесть, так это то, что при обработке подгонки отверстия и твёрдого покрытия под поршневой палец, направляться снова же добиться параллельности пальца коленвала и поршневого пальца.
Это не верно то легко, поскольку для этого необходимо будет всегда проверять параллельность обоих отверстий и пальцев находящихся в них, посредством приспособлений, продемонстрированных на нижних картинках.
Ну и третий самый трудоёмкий вариант — это изготовление приспособления, которое разрешит закрепить развёртку, строго параллельно отверстию в нижней головке шатуна. Для этого необходимо выточить цилиндрический валик-оправку (оправку 5 — смотрите на рисунке внизу), что хорошо (с минимальным зазором) войдёт в отверстие нижней головки шатуна, на другой финиш этого валика хорошо наряжается ещё один идеально ровный шатун, и отверстие верхней головки этого шатуна будет употребляться как направляющее отверстие для развёртки (окажется уже две точки опоры для развёртки — обрабатываемая и поддерживающая опора — втулка). Причём рекомендую в отверстие верхней головки вспомогательного шатуна, хорошо засунуть трубку либо втулку долгой приблизительно 50 — 70 мм.
Это разрешит расширить площадь прилегания развёртки, которая будет в данной трубки (зазор снова же несколько соток) и разрешит правильнее применять приспособление.
Какой вариант применять, выбирайте сами, но я думаю всё равняется стоит каким ни-будь воспользоваться, поскольку лучше сделать верный ремонт один раз, и забыть о нём тысяч на 50, чем через каждые несколько тысяч заново разбирать мотор.
Пояснение к нижнему рисунку (б), что находится справа.
На этом рисунке (рисунок б справа внизу) продемонстрировано приспособление для проверки прямолинейности шатунов. Для этого шатун 2 верхней головкой 3 устанавливают на контрольный палец 4, а нижней головкой на палец 1 контрольной плиты 6. После этого устанавливают на палец верхней головки контрольную призму 5 и подводят его так, дабы штифты призмы касались поверхности плиты 6. И в случае если шатун прямолинеен, то все три штифта призмы 5 будут касаться плиты 6. В случае если какой то штифт либо два штифта призмы 5 не будет касаться плиты 6, то шатун кривой, и на какое количество кривой возможно выяснить посредством щупа 7, засунутого в зазор между плитой и штифтом 6. У обычного шатуна, что возможно допускать к работе, зазор не должен быть больше 0,05 мм.
В случае если шатун имеет двойной изгиб, что вышеуказанным методом найти запрещено, то его возможно проверить методом, продемонстрированным на рисунке (в) (также справа внизу). Необходимо зажать шатун на пальце 2, в случае если палец меньшего диаметра, чем отверстие нижней головки (как на рисунке).
В случае если же шатун хорошо оденется на выточенный вами палец, то зажимать его нет необходимости. После этого на контрольной плите выдвинуть ограничитель 3 до упора его в торец нижней головки шатуна, и зажать головку. После этого замерив микрометрическим глубиномером 4 (глубиномер возможно взглянуть тут) расстояние от торца верхней головки до плоскости плиты, после этого снимаем шатун с пальца и разворачиваем его на 180 градусов, и опять одеваем на палец, уперев в ограничитель — производим второй замер глубиномером. Разность чисел в замерах продемонстрирует кривизну шатуна.
В заключении желаю дать совет тем людям, каковые не желают заморачиваться с ремонтом, а просто хотят приобрести новый коленвал (кривошип) для собственного двигателя и просто заменить им застучавший коленвал. на данный момент в продаже довольно много левака, в особенности для отечественной техники. И дабы не приобрести бракованный коленвал, весьма рекомендую прочесть вот эту статью.
Она окажет помощь вам при покупке отличить левак от качественного изделия. Удачи всем!
Проверка параллельности обоих головок шатуна, и эта проверка разрешает проверить на изгиб(а) и на скручивание(б).
1 — запасной шатун; 2 — цилиндр хорошо засунутый в верхнюю головку; 3 — остроконечный стержень; 4 — контролируемый шатун; 5 — цилиндрическая оправка; 6 — оправки в виде грибков.
Проверка параллельности обоих его прямолинейности и головок шатуна
Рис. б. 1 — цилиндр оправка; 2 — шатун; 3 — верхняя головка; 3 — ограничитель; 4 — поршневой палец; 5 — проверочная призма; 6 — контрольная плита; 7 — щуп; 8 -винт;