Большая часть водителей, отдавая двигатель собственного автомобиля в какое нибудь СТО для капремонта, заблаговременно знают, что отремонтированный мотор будет однако немного хуже нового, и ресурс его будет конечно меньше. Так как многие рассуждают так — «новый имеется новый». Но мало водителей знают, что в случае если сделать ВЕРНЫЙ капремонт двигателя, то он «пробежит» намного больше нового серийного заводского мотора.
А что означает верный капитальный ремонт и какой он должен быть?
Об этом большая часть водителей и не подозревают и нормально отдают собственный двигатель в сервис, сохраняя надежду, что в том месте якобы мастера всё сами знают. Лишь вот потом, водители удивляются малому ресурсу отремонтированного двигателя, и грешат на некачественные запчасти. В данной статье мы детально разберём, что означает верный капитальный ремонт двигателя, и вероятно по окончании прочтения данной статьи, многие водители начнут более пристально выбирать ремонтников и ремонтную мастерскую, либо же всё таки начнут ремонтировать двигатель собственными силами.
Я уже писал о ремонте двигателей в данной, вот данной ну и вот в данной статьях, в которых я обрисовал азы простого японского двигателей мотоцикла и капремонта автомобиля и желающие смогут кликнуть и почитать.
Но кто желает Значительно расширить послеремонтный пробег (ресурс) двигателя собственного мотоцикла либо автомобиля, то рекомендую просматривать дальше.
Так как же осуществить таковой капремонт собственного отработанного двигателя, дабы он стал лучше нового заводского? Да не так уж и сложно, в случае если учесть то, что серийное производство двигателей, это простой конвеерный поток, в котором серийным деталям двигателя не уделяют должного внимания, это просто не реально.
Ну а ремонт двигателя, кроме того поставленный на поток, в какой то прекрасно оснащённой мастерской — это мастерство, по причине того, что для каждого двигателя нужен личный подход.
К примеру при деффектовке подробностей, при которой любая подробность шепетильно изучается, чуть ли не под микроскопом, а время от времени и дорабатывается экспертами и делается лучше новой подробности.
В некоторых грамотных зарубежных мастерских, капремонт любого двигателя, медлено переходит в его тюнинг, другими словами доводку серийных подробностей до совершенства. И без оглядки на то, что таковой ремонт дороже простого (так как ручной труд дороже), спрос на него неизменно большой и клиенты стоят в очереди.
По причине того, что отремонтированный таким методом двигатель, во первых намного замечательнее и долговечнее нового серийного мотора, а во вторых он ещё и дешевле нового серийного мотора. Так как большая часть самых дорогих и трудоёмких операций, делаются лишь на заводе, при производстве двигателя с нуля.
И в случае если кроме того зарубежные заводские (серийные) двигателя при ремонте нуждаются в усовершенствовании и доводке, то что сказать про отечественные отечественные фабрики, каковые трудятся в условиях низкой зарплаты рабочим и постоянной дефицита средств на усовершенствование серийного производства. Где кроме того крепёжные болты сидений забиваются молотком ?!?!
И в целях экономии времени (а время как мы знаем это деньги) на большинстве отечественных автозаводов, намеренно пренебрегают некоторыми ответственными операциями.
К примеру любой инженер либо металло-специалист знает, что по окончании отливки блока цилиндров, он обязан отлежаться на полке определённое время.
И благодаря данной выдержке (старению), неспешно понижается внутреннее напряжение каждой подробности, и наряду с этим она может кроме того мало утратить форму (покоробиться). И лишь по окончании того, как подробность принимает собственную окончательную форму, лишь затем её возможно затевать обрабатывать (выбирать фрезой все плоскости и отверстия).
Так вот, на некоторых фабриках выдержку блоков и головок не делают, и в итоге, по окончании плоскостей и обработки отверстий, со временем подробность меняет форму, и уже все плоскости не параллельны, отверстия также (к примеру постели подшипников валов). И головки разъёма и плоскости блока, по окончании сборки будут не параллельны коленвалу, распредвалу и вторым валам двигателя.
Нетрудно додуматься, какой в итоге окажется двигатель и каков будет его ресурс.
Из сказанного выше необходимо осуществить вывод, что отечественный бэушный блок цилиндров либо головка, каковые проработали несколько сотню километров, ни чем не хуже, а кроме того лучше новых подробностей, поскольку со временем случилась приработка сопряжений, детали и осадка в старении не нуждаются. И это большой плюс чтобы по окончании ремонта такие подробности стали лучше новых заводских.
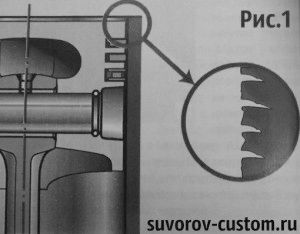
не меньше ответственная подробность, это цилиндры двигателя, а правильнее их поверхность. Многим как мы знаем, что по окончании расточки цилиндров, их поверхности (стены) необходимо отхонинговать. Другими словами обработать стены цилиндров особым инструментом, именуемым хоном, что по окончании обработки перевоплотит поверхность стенок цилиндров в шершавую, с весьма выступами и мелкими канавками (в случае если наблюдать под микроскопом, как на рисунке 1). Большая часть водителей знают, что благодаря небольшим канавкам на поверхности цилиндров лучше удерживается моторное масло (для колец и смазки поршней).
Так вот, для сравнения и для предстоящего размышления, приведу ещё один пример, растолковывающий из-за чего у отечественных двигателей (да и у зарубежных также — по окончании отечественного ремонта) таковой мелкий пробег (у новых моторов) и послеремонтный пробег также.
А всё дело в том, что на отечественных отечественных автомобильных фабриках, да и в 95% всех ремонтных мастерских, используют для хонинговки цилиндров алмазные абразивные бруски.
На зарубежных же ремонтных мастерских и заводах, ни при каких обстоятельствах не пользуются такими брусками и используют безобразивные бруски, каковые направляться поменять в пара десятков раз чаще, чем алмазные абразивы. А отечественным мастерским и заводам основное что? Да то, что абразивный брусок остаётся пригоден для работы кроме того по окончании тысячи отхонингованных блоков, поскольку какая получается экономия?!
И всеравно на то, что ресурс мотора снизится в десятки раз, но производство недорогое.
Но отчего же абразивные бруски для хонинговки не используют за границей и от этого ресурс их двигателей намного больше? Да по причине того, что при обработке поверхности цилиндра таким бруском, частицы абразива внедряются (шаржируются) в железную поверхность стенок цилиндра, а после этого при работе двигателя, «съедают» его поршни с кольцами, и в итоге происходит стремительный износ поршневой.
А безобразивные бруски, каковые используют за границей, и каковые намного стремительнее образивных изнашиваются, изготавливают из достаточно мягких сплавов, и при работе они как бы не какое количество срезают поверхность стены цилиндра, а какое количество давят и выглаживают её. В итоге, на железной поверхности стены цилиндра образуется тонкий слой, трудящийся не как абразив, а приблизительно как жёсткая смазка, значительно уменьшающая износ цилиндров и поршней (и уменьшающая трение).
Кстати, в случае если кто не знает, за границей уже давно забыли что такое ремонтные кольца и не используют их. Для чего, в то время, когда на современных зарубежных автомобилях (к примеру свежие Мерседесы), при верном изготовлении блока мотора (а на некоторых никасилевое покрытие) и современном способе изготовления поршневых колец, нет необходимости поменять кольца, и «проходит» двигатель без замены колец миллион километров пробега ! Кто желает определить об этом детально, то кликаем тут и читаем на здоровье.
Выше мы разглядели один из ответственных моментов верной хонинговки цилиндров, что если вы примените при ремонте собственного двигателя, то значительно увеличите его ресурс. Но существуют и другие ответственные моменты.
Не все водители а также ремонтники знают, что по окончании установки блока на затяжки и двигатель его головки, геометрическая форма цилиндров мало изменяется, поскольку металл имеется металл. Другими словами при обжатии цилиндр (либо цилиндры) перестаёт быть строго цилиндрическим, даже в том случае, если его изготовили весьма совершенно верно и до обжатия он был таким.
Верная хонинговка цилиндра.
1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
А это значит, что и обрабатывать при ремонте любой цилиндр, необходимо ОБЖАТЫМ приблизительно так же, как он будет обжат на двигателе по окончании ремонта.
Несложнее говоря, необходимо изготовить из толстой плиты (либо из ветхой головки — см. рисунок 2) плиту, с отверстиями под хон и под крепёжные болты, каковые обожмут цилиндры так же как и на двигателе (с таким же положенным моментом). По окончании расточки цилиндров и отжатия болтов (и блока и снятия плиты), геометрическая форма отремонтированных цилиндров, тут же мало нарушится.
Но сейчас остаётся лишь собрать и установить на отремонтированный таким методом блок штатную головку двигателя и обжать целый бутерброд положенным моментом, и геометрия расточенных цилиндров станет совершенной ! Цилиндры отремонтированного таким методом двигателя, станут лучше новых заводских!
Так как при серийном производстве двигателей на фабриках, вышеописанную верную разработку расточки и хонинговки вряд ли используют (а вдруг и используют, то лишь на зарубежных респектабельных машинах).
Кстати, и в большинстве ремонтных мастерских, так верно моторы также не ремонтируют, а вдруг кто то из редких ремонтников совершает это, то его ещё нужно поискать, чего вам весьма рекомендую. Ну и напоследок ещё один нюанс верного ремонта.
Большая часть ремонтных мастерских, при расточке цилиндров, основной (базисной) плоскостью вычисляют нижнюю плоскость картера (в том месте где поддон двигателя). Несложнее говоря, берут и ставят блок цилиндров на крепёжный стол станка, после этого зажимают блок и начинают обработку.
Но никто из расточников ни при каких обстоятельствах не вспоминает (а вдруг и вспоминает, то лишь в то время, когда делает собственный двигатель), а совершенно верно ли параллельна нижняя плоскость блока оси коленчатого либо распределительного вала?
И в случае если кроме того при серийном производстве, в особенности отечественном, и выполнили это серьёзное условие (что еле верится ), то от ежедневных нагрузок в ходе эксплуатации, это условие со временем нарушилось. И возможно кроме того всего на доли градуса, быть может и больше, а кто это знает и кто контролирует ? Да всего лишь какие конкретно то единицы вправду грамотных мотористов.
В итоге, ось коленвала (да и распредвала также) оказываются не перпендикулярны стенкам цилиндра (осям цилиндров).
И получается, что на шатуны двигателя всегда будет давить пускай маленькая, но всё таки изгибающая сила. Кольца, поршни, да и стены цилиндров будут изнашиваться неравномерно. К тому же между стенками и поршнями цилиндров, будет образовываться не верная плёнка масла, а менее устойчивая клинообразная плёнка, которая будет всегда выдавливаться из под трущейся пары (поршень-цилиндр).
Кстати, слой масла в виде клина, будет и между вкладышем коленвала и шейкой (см. рисунок 3). Итог всего этого — ускоренный износ и конечно небольшой ресурс двигателя.
Из сказанного выше необходимо осуществить вывод, что перед тем как затевать обработку цилиндров блока, крайне важно проверить постели коренных вкладышей (да и любых постелей) на их правильную цилиндричность и соосность (правильную перпендикулярность отверстий постелей к отверстиям цилиндров). И уже исходя от этого, верно закреплять блок в станке и обрабатывать поверхность цилиндров.
При необходимости лучше не подкладывать под нижнюю плоскость блока пластины, в случае если эта плоскость не перпендикулярна осям цилиндров, а лучше шлифануть эту плоскость на станке, дабы исправить недостаток.
И затем возможно буде уже нормально укладывать блок на стол расточного станка и растачивать, либо хонинговать цилиндры (снова же верным — безабразивным хоном). Настоящие мотористы специалисты (к сожалению чаще за границей) делают как раз так.
И в случае если кроме того кто то не вс состоянии сделать верный капитальный ремонт двигателя собственными силами (не у каждого так как имеется станочный парк в собственной мастерской), то по крайней мере вы, прочтя эту статью, сможете уже адекватно осуществлять контроль мотористов, которым вы доверите ремонт собственного двигателя, а это принципиально важно.
Я надеюсь, в случае если прочтя эту статью, вы сделаете капитальный ремонт собственного двигателя, учитывая все нюансы, обрисованные тут, то в итоге вы заметите весьма занимательные результаты для того чтобы ремонта, в частности: намного снизится угар и конечно расход масла, конечно выброс вредных веществ в воздух (может кому то это не имеет значения, но мне да), чуть уменьшится расход горючего (так как утраты на трение уменьшатся), и значительно уменьшится скорость износа цилиндров, поршней и колец.
Ну, а самый главный прикол для того чтобы верного капремонта двигателя, это то, что ресурс вашего отремонтированного мотора, практически вдвое превысит ресурс полностью новенького заводского серийного двигателя; удач всем!