Любому водителю ясно, что долговечность и надёжность двигателя, его мощностные показатели, топливная экономичность, шумность, угар масла, и многие другие факторы, зависят от качества, технологии изготовления, конечно от конструкции поршня. Возможно заявить, что поршень (поршни) — это основная деталь двигателя. И на каждом автомобильном заводе, целые химиков и армии инженеров, в превосходно оснащённых лабораториях, прослеживают и всегда усовершенствуют производство поршней, от стадии расплавления металла, до подробности, готовой для установки на двигатель.
Сейчас, технологии производства поршней, смогут значительно различаться. Да к тому же на рынках и в магазинах появляется всё больше левого товара, не талантливого пробежать и тысячу километров, и несколько двигателист-ремонтник не застрахован от приобретения подробностей вызывающего большие сомнения качества. Но к общему удивлению, кроме того фирменный литой поршень, изготовленный по простой разработке, время от времени может скрывать в себе страшные недостатки, невидимые снаружи.
К примеру газовая раковина (пузырёк) в теле дна поршня, есть необычной миной замедленного действия. И поршень с таким скрытым недостатком, время от времени может прослужить продолжительно (в большинстве случаев в Европе). Но стоит заправить машину бензином нехорошего качества, что к сожалению довольно часто видится на отечественных заправках, и поршень прогорает, и как раз в месте недостатка (пузырька).
Вот как раз исходя из этого, многие компании изготавливающие отличные поршни, на данный момент начали использовать технологии, каковые ещё при формировании заготовки, исключают литейный брак (каверны и пузыри). Один из таких процессов производства я уже обрисовывал, и о нём рекомендую почитать вот тут.
Но существует ещё одна разработка — литьё с кристаллизацией под давлением, это так называемая жидкая штамповка (похожий метод начали использовать японцы, при литье алюминиевых рам спортивных мотоциклов). И что меня особенно радует, это то, что пионером данной технологии, стало отечественное отечественное предприятие ОАО «Элион» из города Зеленограда, которое уже в течении нескольких лет, разрабатывает, совершенствует и производит жидкоштампованные поршни для двигателей не только машин, но и для сельхоз-техники.
И в отличие от простой разработки литья металла в кокиль (форму), тут расплавленный алюминиевый сплав заполняет форму и кристаллизуется (застывает) под высоким давлением, порядка от 150 до 300 мега-паскалей (МПа), и это давление создаётся не компрессором, а особым гидропрессом.
Вследствие этого механические особенности застывшего металла увеличиваются на 15-20%, а термостойкость поршня возрастает в 2 раза. Ну и что самое основное, при таком ходе нереально появление таких литейных недостатков как пористость застывшего алюминиевого сплава и наличие в нём газовых раковин и пузырьков.
Благодаря таковой технологии, весьма действенно удаётся упрочнить самый нагруженные территории поршня особыми вставками, а также керамическими. Это разрешает намного повысить ресурс двигателя, и стабилизировать мощностные и другие показатели на целый срок работы мотора. Эта же разработка разрешила исключить всецело неспайку вставки под верхнее поршневое кольцо (вставки в поршень из разных металлов используются для усиления поршня, в особенности на турбо-дизельных моторах).
Совершённые в лаборатории опробования продемонстрировали, что упрочнение отрыва вставки от главного сплава поршня, повысилось в 2,6 раза, если сравнивать с простыми кокильными поршнями.
Многим двигателистам и металлургам, известно неприятное свойство литейного сплава, как рост размера поршня, при прохождении определённого времени, другими словами в структуре отлитого металла либо сплава, происходят постепенные его объём и изменения возрастает. Из за этого, ещё на стадии разработки моторов, инженеры увеличивают зазоры между гильзой и поршнем, и это дополнительно к тепловым зазорам. Конечно при увеличении зазоров, возрастает прорыв газов и теряется мощность и КПД двигателя.
Но структура сплава, взятого при кристаллизации и литьё под давлением (жидкой штамповке) практически не имеет вредного свойства повышения количества.
А это значит, что зазоры возможно уменьшить и к тому же ещё и улучшить профиль наружной поверхности поршня. Вследствие этого значительно улучшаются гидродинамические особенности пары трения поршень-цилиндр, и от этого конечно понижается угар (расход) масла и чище делается выброс автомобиля.
Токсичность выхлопных газов возможно большая, в случае если кольцевое пространство между жаровым и гильзой цилиндра поясом верхней части поршня (жаровой пояс — это расстояние от дна до верхнего компрессионного кольца) имеет громадной количество (вредный количество). Уменьшить данный количество возможно, в случае если приблизить верхнее компрессионное кольцо к дну поршня и сократив так же зазор между верхней частью поршня и стенкой гильзы.
Но из за этого может появиться опасность повышенного износа между его канавкой и кольцом, и между гильзой и кольцом из-за роста температуры от повышенного трения, что кроме того может привести к задирам либо заклиниванию поршня.
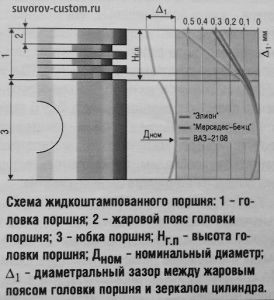
Но производство жидкоштампованных поршней, разрешило намного сократить вредные количества (и зазоры) без ущерба для его ресурса и надёжности мотора. Это возможно заметить на графике — взглянуть на величину зазора между жаровым гильзы и зеркалом цилиндра поясом верхней части поршня (головки поршня). Видно, что у простого поршня двигателя Жигулей восьмёрки, зазор образовывает 0,55 мм, а у жидкоштампованного поршня зазор равен всего 0,28 мм, другими словами в два раза меньше. Увижу, что конструкция для того чтобы поршня запатентована (№ патента 2112888).
При производстве жидкоштампованных поршней, дабы не сломать преимущества таковой технологии, механическую обработку поршней выполняют на весьма точном оборудовании, где целый качество и процесс готового изделия осуществляет контроль электроника. По окончании обработки поршня, на его юбку наносится особое покрытие на базе дисульфида молибдена (подобное покрытие применяют на поршнях двигателей самолётов). В следствии нанесения этого покрытия, намного понижается трение между цилиндром и поршнем, и понижается возможность задиров при экстремальных условиях эксплуатации, конечно при обкатке мотора. О подобном покрытии я уже писал, конечно как его нанести дома, и об этом нужно почитать вот в данной статье.
Отмечу, что все перечисленные выше технические ответы прошли диагностику во многих лабораториях, конечно на гоночных автострадах и достаточно удачно. И машина с этими поршнями победила кубок России по автогонкам в формуле 1600. И радует, что уже внедрены в производство жидкоштампованные поршни для полторалитровых двигателей отечественных Жигулей, и они уже появляются в продаже.
Жидкоштампованные поршни имеют сертификат соответствия, что был выдан по окончании опробований на Дмитровском автополигоне НИЦИАМТ.