Эластична металла есть самой распространённой операцией при ремонте, либо при изготовлении новых фрагментов деталей кузова автомобиля, либо мотоцикла (вместо сгнивших), либо при изготовлении с нуля новых подробностей из листового металла, для кузова автомобиля, либо навески мотоцикла, чоппера (кастома). Ну либо легко при изготовлении разных подробностей в быту. В данной статье, больше рассчитанной на новичков, мы разглядим главные приёмы эластичны листового и полосового металла вручную, конечно самые распространённые оборудование и инструменты для этого дела.
Главные сведения о ходе эластичны листового либо полосового металла.
В ходе эластичны металл (листовой, прутковый и т.д) подвергается одновременному действию растягивающих и сжимающих сил. Наряду с этим на наружной стороне подробности из металла либо сплава в месте изгиба волокна металла растягиваются и их протяженность возрастает.
А на внутренней стороне подробности волокна напротив сжимаются и протяженность их сокращается. И лишь нейтральный слой (нейтральная линия — см. рисунок 1) в момент изгиба не испытывает ни растяжения ни сжатия и протяженность нейтральной линии по окончании изгиба подробности не изменяется.
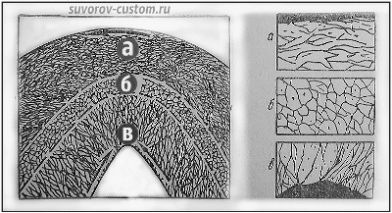
Трансформации в структуре металла из-за деформации по окончании эластичны заготовки: а- растянутые волокна, б — нейтральный слой, в — сжатые волокна.
На рисунке 1 прекрасно видны трансформации в структуре металла в месте изгиба подробности и верхние слои металла, отмеченные на рисунке буквой А (территория А) растянуты, а нижние слои, отмеченные буквой В (территория В) ощутимо сжаты (деформированы). Ну а структура металла в зоне Б (в средней части подробности, в так называемой нейтральной линии) сохраняется фактически без трансформаций.
При гибке металла направляться учесть, что в то время, когда напряжения изгиба не превышают предела упругости материала (металла либо сплава), то деформации подробности будут упругими, а по окончании прекращения приложения силы для изгиба, подробность принимает собственный начальный вид (форму). А для получения определённой нужной изогнутости подробности направляться приложить силу изгиба, которая превысит предел упругости подробности и тогда деформация подробности уже будет пластической и подробность поменяет собственную начальную форму.
В ходе эластичны листовых заготовок, пластическая деформация постоянно сопровождается упругой деформацией и исходя из этого в согнутой на некий угол подробности, по окончании прекращения давления силы изгиба (по окончании снятия напряжения) происходит явление распружинивания, при котором угол изгиба согнутой подробности постоянно становится пара бoльшим, другими словами подробность мало выпрямляется, по окончании прекращения приложения упрочнения.
А угол, на что распрямляется подробность, зависит от толщины и упругости материала, и без того же от радиуса эластичны, и из-за упругой отдачи (пружинения) именуется углом упругой деформации. При изготовлении разных подробностей способом эластичны металла, постоянно следует учитывать пружинящие особенности различных сплавов и металлов, каковые конечно же бывают разнообразные.
Но на практике в большинстве случаев заблаговременно не так легко определить угол пружинения разных материалов и исходя из этого оснастку, предназначенную для производства правильных подробностей способом эластичны, приходится дорабатывать несколько раз. Но существует и второй вид эластичны, при котором получаются необходимые и радиусы изгиба и точные углы. Это так называемый вид эластичны с растяжением, при котором подробность при гибке подвержена растяжению при помощи добавочного растягивающего упрочнения и наряду с этим все волокна сечения подробности испытывают растяжение.
Наряду с этим отмечается только некое сокращение сечения, а радиус и угол изгиба остаются без трансформации. В слесарной работе наибольшю популярность взяли гибочные работы, каковые основаны на принципе несложного гиба, другими словами с учётом пружинения материала подробностей.
Главные приёмы ручной эластичны металла.
Ручную гибку подробностей из узкого материала реализовывают не посредством ударов, а сглаживанием. А гибку железных заготовок из полосового либо листового материала толщиной более 0,5 мм (конечно прутка диаметром более 4 мм) создают на оправках посредством ударов молотком. Наряду с этим форма используемой оправки очевидно должа соответствовать форме изгибаемого профиля и с учётом деформации материала.
При холодной гибке листового материала из различных металлов (сплавов) постоянно следует учитывать мельчайшие радиусы, каковые у различных сплавов смогут быть различными. Это продемонстрировано в таблице ниже.
В случае если же нужно изготовить какую то профильную подробность с меньшим радиусом, чем указано в таблице, то такую подробность в обязательном порядке направляться нагреть до красна и лишь затем создавать гибку. В противном случае вероятно порча заготовки и возникновение трещин.
И ещё серьёзный нюанс: в таблице выше указаны значения минимальных радиусов эластичны листового материала на протяжении волокон проката.
В случае если же создавать гибку металла (сплава) поперёк волокон проката, то радиусы эластичны возможно расширить приблизительно вдвое (без порчи заготовки) и не нагревая её. Сохраняю надежду с этим ясно, идём потом.
Эластична подробностей под углом 90 градусов.
Перед эластичной заготовку нужно зажать в тисках так, что бы линия изгиба размешалась на уровне верхней кромки губок тисков (либо легкосплавных нагубников).
Наряду с этим гибку в большинстве случаев создают в два приёма.
Сперва бьём по верхней части заготовки (см. рис 2 а) молотком, расположенным под углом в 45? к заготовке, а затем наносим удар (либо удары) внизу у губок тисков, молотком, расположенным под углом в 90? (см. рис 2 б).
В работе используем как железные молотки (для эластичны металлических заготовок), так и древесные, капролоновые, либо бронзовые молотки (для эластичны заготовок из мягких сплавов), каковые не портят ровной поверхности мягкосплавной заготовки.
Но угол в месте перегиба подробности лучше вырабатывать посредством металлического молотка, у которого боёк имеет мало сферическую и ровную отполированную (зеркальную) поверхность. Наряду с этим наносим равномерные удары по заготовке (недалеко от губок) всей поверхностью бойка молотка.
Ну а эластична заготовок, каковые имеют пара углов под 90? (прямых углов) в большинстве случаев производится на особых оправках, каковые зажимаются в замечательных тисках. При гибке металла посредством оправок, на заготовках заблаговременно размечаем линии загиба.
Потом на оправке 1 (см. рис 2 в) загибаем две взаимно параллельные полки. Две полки с другой (противоположной) стороны загибаем зажав заготовку между двумя оправками 2 и 3 (см. рис 2 г).
В работе сами полки на подробности в большинстве случаев загибают посредством бронзовых, капролоновых, либо древесных молотков (особенно на подробностях из мягких сплавов), а сами углы загиба потом формируем нанесением ударов металлическим молотком (удары наносим недалеко от кромки оправок, в районе их углов).
Эластична подробностей из металлического страницы под углами, хорошими от 90?.
Заготовки с этими углами гнут на особых оправках, у которых форма и размеры соответствует профилю и размерам (форме) готовой подробности.
К примеру для эластичны подробности, продемонстрированной на рисунке 3 а, по линиям аа и бб используют оправку, продемонстрированную на рисунке 3 б.
У таковой оправки полка 1 помогает для упора заготовки при её гибке по линии бб. А полка 2 помогает для упора узкого финиша заготовки для её эластичны по линии аа.
Эластична скобы из листового металла.
При гибке скобы из металлического страницы (правильнее из металлической полосы) используем оправку цилиндрической формы (по сути простой отрезок металлического прутка нужного диаметра).
И очевидно диаметр оправки (прутка) обязан соответствовать размеру паза изготавливаемой скобы.
При гибке скобы на оправке, направление ударов и последовательность работ продемонстрированы стрелками на рисунке 4 а и 4 б.
Эластична хомутика из полосового листового металла.
Для изготовления хомутика сперва на заготовке из металлической полосы нужной ширины размечаем маркером (либо чертилкой) места сгиба. В работе снова же используем оправку из прутка нужного диаметра, что соответствует внутреннему диаметру отверстия будущего хомутика.
Зажимаем оправку 1 в тисках вертикально (см. рис 5 а) и по заблаговременно размеченным на металлической полосе рискам, посредством двух плоскогубцев предварительно изгибаем заготовку хомутика по оправке (рис 5 а).
Ну а потом окончательное формирование профиля хомутика производим посредством молотка, наряду с этим поджав финиши полосы (по рискам) в тисках и потом совсем зажимаем и обстукиваем молотком — рис 5 б.
Эластична втулки из металлического страницы.
Изготовить большую подробность таковой формы возможно посредством вальцев, но вот небольшую втулку изготовить посредством вальцев не окажется, но такую подробность возможно изготовить как обрисовано ниже, снова же посредством тисков и цилиндрической оправки (прутка) нужного диаметра.
Последовательность работ (переходов) при гибке цилиндрической втулки на оправке продемонстрирована на рисунке 6 а, б и в.
направляться подчернуть, что при изготовлении таковой подробности нужно выполнять аккуратность, поскольку через чур сильными и неточными ударами молотка вероятно деформировать подробность.
Новичкам в работе лучше применять мягкие молотки (бронзовые, капролоновые, текстолитовые, либо древесные) особенно для заготовок из мягких сплавов и из через чур узкого листового материала.
Эластична в приспособлениях.
Несложные приспособления для эластичны металла конечно же уменьшают затраты ручного труда и наряду с этим улучшают уровень качества эластичны.
К примеру при изготовлении шарнирного навеса (петли) для дверей, работа значительно облегчается и улучшается её уровень качества при применении несложного приспособления, продемонстрированного на рисунке 7 а.
Это приспособление в корпусе 1 имеет прорезь 3 в которую вставляем полосу листового металла 2.
Потом наносим не сильные и равномерные удары по верхней кромке заготовки (вместо ударов возможно применять давление губок тисков либо несложного пресса) наряду с этим нижняя кромка металлической полосы упирается в отверстие, просверленное в корпусе приспособления и при давлении на верхнюю кромку полосы она внизу начинает изгибаться, наряду с этим повторяя диаметр отверстия приспособления.
Второе простейшее приспособление, продемонстрированное на рисунке 7 а, разрешает изготовить фигурную подробность из листового металла, либо полосы (что будет использоваться — лист либо полоса зависит от ширины для того чтобы приспособления).
Фигурная подробность (ушко) изготавливается в два приёма, первый из которых продемонстрирован на рисунке 7 б, а второй приём на рисунке 7 в.
Для начала металлическую полосу 1 укладываем в приспособление 3 (так называемая матрица) и заготовка изгибается под действием давления оправки 2 (так именуемого паунсона). Ну а потом вторым приёмом заготовка совсем обжимается уже в тисках (рис. 7 в). направляться подчернуть, что ширина паунсона должна быть yже ширины канавки в матрице на две толщины листового материала, что будет изгибаться.
Эластична пруткового материала под углом 90?.
Гибку подробностей из проволоки, которая не толще 3 мм возможно выполнить плоскогубцами, а проволока толще 3 мм (пруток) изгибается в тисках либо на оправках. К примеру при изготовлении скобы сперва отрезаем заготовку нужного размера и размечаем места изгиба, ну и потом вертикально зажимаем в тисках через оправку (кубик) — см. рис.
8 а.
Сейчас посредством молотка загибаем первый финиш заготовки, пока он полностью не прижмётся к верхней поверхности оправки (см. рис 8 б).
После этого переворачиваем заготовку и таким же методом загибаем второй финиш подробности (рис.
8 в).
Ну а размеры и форма оправки конечно же зависят от размеров скобы и чем скоба шире, тем и оправка шире (и напротив).
Изготовление ушка на оправке (эластична прутка либо проволоки).
Ушко из узкой проволоки конечно же возможно изогнуть плоскогубцами (круглогубцами). Но при толщине проволоки более 3 мм либо более толстого прутка изогнуть ушко вероятно на круглой оправке, зажатой в тисках. Для начала на отрезанной на нужную длину заготовке отмечаем от финиша расстояние, которое будет равняется половине длины окружности будущего ушка (делаем риску).
Потом зажимаем заготовку в тисках в вертикальном положении да так, дабы ранее отмеченная риска расположилась совершенно верно на уровне верхней поверхности губок тисков — это продемонстрировано на рис. 9 а.
Сейчас возможно изгибать проволоку посредством молотка, ударяя его бойком в местах прилегания проволоки к оправке, до того момента как будет изогнута добрая половина ушка (наряду с этим загнутая проволока упрётся в противоположную губку тисок — рис .9 а).
В то время, когда одна добрая половина ушка загнута, сейчас необходимо будет отжать заготовку вместе с оправкой и перевернув их зажать опять (как продемонстрировано на рисунке 9 б), ну и потом загнуть ударами молотка вторую половину ушка. Сейчас остаётся совсем организовать профиль ушка, в работе сочетая удары молотка с обжиманием губками тисков — эта операция продемонстрирована на рисунке 9 г.
Выше мы разглядели несложные способы ручной эластичны, а ниже разглядим оборудование для механизированной эластичны подробностей. Конечно же обрисовать всё оборудование не окажется, поскольку нельзя объять необъятное в одной статье. Но главные приспособления для механизированной эластичны я попытаюсь обрисовать, а на кое-какие будут даны соответствующие ссылки, кликнув на каковые глубокоуважаемый читатель сможет перейти на другую статью и изучить её более детально.
Приспособления и оборудование для механизированной эластичны металла.
Настольные приспособления для эластичны с ручным приводом. В приспособление, продемонстрированное на рисунке 10 заготовку зажимают между столом и верхней объёмной планкой 2, да так, дабы кромка заготовки выступала на расстояние, равное ширине загибаемой кромки.
А эластична полки на подробности осуществляется посредством поворота рукоятки 1. В более идеальных станках для того чтобы типа возможно изменять угол загиба, регулируя расстояние между верхней планкой и столом.
К настольным приспособления для эластичны кромок подробностей из листового материала на различный профиль — относится и зигмашина, продемонстрированная на фото справа.
Детально о зиговочной машине я написал отдельную статью и желающие смогут почитать её тут.
Кое-какие зигмашинки возможно закреплять как на столе (посредством струбцины) так и на полу, на раздельно изготовленном из профильной трубы подиуме (как на фото справа).
Листогибочные автомобили. К таким автомобилям относятся гибочные станки, каковые предназначены по большей части для продольной эластичны листового материала.
За один движение механизма станка производится одна несложная операция, разрешающая изогнуть листовой материал в профиль, продемонстрированный на рисунке 11 а. А более сложные профили сгибаются на станке за пара операций.
Сам станок продемонстрирован на рисунке 11 б и складывается из двух стоек 1, каковые жёстко соединены между собой посредством стола 3. У станка имеется прижимная и 4 поворотная траверса 5.
Поворот траверсы на углы до 180 градусов на станках лёгкого класса производится вручную посредством ручки 2. У станков тяжёлого класса поворот траверсы осуществляется механическим либо гидравлическим приводом.
Для осуществления эластичны листовой материал укладывается на стол 3 и потом прижимается к нему посредством траверсы 4, по окончании чего вращением поворотной траверсы 5 финиш листовой заготовки загибается до требуемого угла.
К несложным листогибочным автомобилям (станкам) относится и листогиб, изготовление которого я обрисовал вот в данной статье.
Листогибочные прессы. Листогибочные прессы разрешают выполнить разнообразные гибочные работы скоро, действенно и совершенно верно, но используют их в большинстве случаев на производстве, поскольку стоят они не мало и они имеют большие габариты и вес.
Применяют их от несложной эластичны кромок до эластичны сложных профилей в одной либо нескольких плоскостях под различными углами, либо же по плавной кривой различного вида.
Эластична разных профилей осуществляется посредством паунсона 2 (см рисунок 12 а и фото справа чуть ниже) и паунсон крепится на раме ползуна 1, а вдавливает паунсон материал в матрицу 3, которая крепится на подкладке 4, а та со своей стороны укладывается на плиту 5 пресса.
Паунсоны конечно же различаются по радиусам и форме эластичны, в зависимости от требований к форме готовых подробностей. Ну а рабочая часть матрицы строгается на строгальном станке значительно чаще в форме угольника либо прямоугольного паза.
Листогибочный пресс: а — паунсон, б — матрица.
Пара различных по форме матриц 2 и паунсонов 1 продемонстрированы на рисунке 12 б, но очевидно форма возможно и другой.
Для получения требуемого профиля эластичны металла с несколькими перегибами, гибку реализовывают в пара приёмов с передвижением листовой заготовки любой раз до установленного упора. Ну а число переходов равно перегибов на создаваемом профиле.
универсальные штампы и Механические прессы.
Для механической эластичны подробностей маленьких размеров в большинстве случаев применяют простые механические прессы. А при серийном либо мелкосерийном производстве рационально использование так называемых универсальных штампов. Пример для того чтобы штампа продемонстрирован на рисунке 13.
Главными рабочисми подробностями для того чтобы штампа являются сменные паунсоны 2 с различными профилями и матрицы 1. Для эластичны подробностей с профилем уголка на 90? (либо второй угол) матрица является призмой квадратного сечения, на протяжении боковых граней которой сделаны угловые пазы разной глубины, каковые предназначаются для эластичны заготовок различной толщины.
Как видно из рисунка 13, матрицу закрепляют на плите 3 так, дабы паз (что соответствует нужному размеру эластичны) был повёрнут в сторону паунсона (другими словами вверх). А боковой сдвиг матрицы предотвращается двумя скреплёнными с плитой стойками.
А паунсон (что возможно поменять) с рабочим контуром обработанным с определённым радиусом, вставляется в паз паунсонодержателя двутаврового сечения и крепится в том месте посредством болта (либо несколькими болтами, в случае если протяженность паунсона, детали и матрицы большие).
В штампе, продемонстрированном на рисунке 12, возможно делать гибку листового материала как по различным радиусам, так и под различными углами.
В последнем случае изготавливают дополнительные наборы паунсонов и матриц с нужными сечениями профиля (с нужными углами), что соответствует профилю будущей подробности.
Листогибочные вальцы. Листогибочные вальцы разрешают сгибать листовой (а также прутковый) материал в форму труб, половины трубы (четверти трубы и т.д.) и конусов.
Эластична металла — листогибочные вальцы:
а — четырёхвалковый вариант, б и г — трёхвалковые вальцы.
Листогибочные вальцы складываются из двух нижних валков, которым придаётся вращательное перемещение и одного верхнего валка, что монтируется на откидном подшипнике, дабы иметь возможность вынимать согнутые подробности. Верхний валик приводится во вращение от действия силы трения о заготовку (о металлический лист).
Верхний валик имеет возможность перемещаться по высоте, дабы иметь возможность при гибке придавать металлическому странице необходимый радиус загиба. Ну а вдруг требуется изготовить подробности с конической поверхностью, то верхнему валику придают требуемый уклон (вращая механизм подъёма валика лишь с одной стороны), что равен уклону образующей конической поверхности.
Привод двух нижних валков возможно как ручным (посредством рукоятки), так посредством электродвигателя с редуктором, нажимая на педаль с концевым выключателем.
Нестандартные гибочные станки. Отдельную группу воображает крайне полезный станок британское колесо, что продемонстрирован на фото слева. Оно разрешает не только гнуть листовой металл в желоба (в случае если одеть на верхний ролик резиновое кольцо), но и прокатывать разные неровности и имеет ещё большое количество нужных особенностей.
А вдруг изготовить несложную насадку на британское колесо (как обрисовано вот тут, она продемонстрирована на фото справа) то данный станок разрешит создавать гибку прутка, другого профиля и уголка.
О станках для эластичны труб — трубогибах я также написал отдельную статью, почитать которую желающие смогут вот тут.
В том месте обрисованы и продемонстрированы разнообразные варианты конструкций трубогибов, конечно обрисован сам процесс эластичны труб.
А эта статья сохраняю надежду будет нужна начинающим мастерам, которым пригодилось произвести гибку металла какого именно то профиля, удач всем.