Приветствую всех обладателей двухтактных отечественных либо чешских мотоциклов, которых не устраивает стандартная заводская мощность двигателя. Многие возможно с завистью наблюдали на двухтактные двигатели японских мотоциклов схожего рабочего количество и не могли осознать, как же так количество однообразный, а мощность отечественных моторов заметно меньше. В данной статье мы попытаемся разобраться из-за чего так происходит и повысим мощность Юпитера либо Явы.
В заводской документации двигателей Явы либо ИЖа некоторых моделей, написано, что двигатель развивает к примеру 24 — 26 лошадок (а Юпитер 4 кроме того 28 л.с.).
Но в действительности, в случае если проверить их на стенде, эти серийные двигатели не выдадут и 20 лошадок. А всё дело в том, что в общем то хорошие инженерные задумки того времени, не воплощаются на заводе в дело, всего лишь от некачественного плохой сборки и изготовления деталей серийной индустрии тех лет.
У японских мотоциклов тех лет, всё складывалось По другому, поскольку им необходимо было завоёвывать не коммунистический, а более развитый буржуйский мото-рынок того времени. А это, в твёрдой конкурентной борьбе с английскими мотоциклами того времени, возможно было сделать лишь совершенным инновационными технологиями и качеством деталей.
Но однако двигатель Явы достаточно длинноходный (движение поршня 65 мм, а диаметр цилиндра 58 мм) и исходя из этого его раскрутить (форсировать) куда сложнее, чем более короткоходный двигатель ИЖ Юпитера, более подходящий для форсировки (движение поршня 58 мм, а диаметр цилиндра 62 мм). К тому же, дабы сделать движок Явы компактным, чешские конструкторы создали цилиндры так, что единственный впускной канал подводит горючую смесь в оба цилиндра двигателя. Вследствие этого, установить на таковой движок лепестковые клапаны невозможно.
Да и старая конструкция цилиндров (на 634 Яве к тому же из чугуна, склонного к перегреву), не разрешает сделать дополнительные продувочные каналы, дабы мотор «задышал полной грудью».
К тому же при таковой компактной компоновке цилиндров, шатуны коленвала установлены наоборот потока горючей смеси, что создаёт завихрения и сокращает эффективность наполнения цилиндров.
Да и количество шпилек для крепления цилиндров конструкторы пожалели, установив вместо четырёх на цилиндр, всего лишь по три (на более ветхих моделях). От этого может мучиться герметичность разъёма цилиндров и головок, в случае если расширить степень сжатия. По большому счету 638-ая Ява, с алюминиевыми цилиндрами, лучше перенесёт форсировку, чем 634-ая.
Но однако, не обращая внимания на все конструкторские огрехи тех лет, возможно поднять мощность любого двигателя Явы либо Ижа.
Для начала доработаем цилиндры двухтактного двигателя.
Первое, что необходимо будет сделать с двигателем, это отмыв его и разобрав, заменить все подшипники на изделия японских либо европейских производителей (не ниже 6 класса), так как обороты по окончании форсировки заметно возрастут, и штатные отечественные подшипники качества изготовления и низкого класса, не выдержат повышенных нагрузок и оборотов. Как разобраться в маркировке подшипников рекомендую почитать вот тут.
Так же направляться подготовить новые роликовые подшипники коленвала, и произвести ремонт поршневой (с расточкой цилиндров).
Потом направляться устранить посредством шарошки и продувочных каналов и бормашины, которым на заводе не придают особенного значения, а напрасно. Каждая ступень, кроме того в половину миллиметра, к примеру на стыках между нижней плоскостью картера и цилиндра, создаст завихрение бензовоздушному потоку на громадных оборотах и это уменьшит эффективность и полноту наполнения цилиндров рабочей смесью, и конечно снизит большую мощность двигателя. Исходя из этого посредством шарошки нужно будет сравнять несостыковки кана
Ну а как же найти эти несовпадения? Для этого потребуется обычная бумага, которую необходимо приложить к окнам каналов и и заштриховав несложным карандашом приложенную бумагу, вы получите правильные отпечатки цилиндра и кромок окон и картера. После этого необходимо вырезать ножницами оказавшиеся копии картера и каналов цилиндра и сравнив их (наложив друг на друга) выяснить и пометить карандашом, где что не сходится. В случае если какое то окно картера меньше, чем стыкующееся с ним окно цилиндра (либо напротив), то окно картера направляться подработать шарошкой, пока оба окна не станут однообразными (см. рисунок 1 а).
В случае если цилиндр мало сдвигается рукой, относительно картера (на шпильках), то направляться запрессовать в алюминий картера металлические штифты (см. рисунок 2), сделанные к примеру из отрезков винта либо шпильки М3 (отрежьте в том месте где нет резьбы), а в плоскости цилиндра просверлить ответные отверстия для этих штифтов.
Это разрешит в будущем не сдвигаться цилиндрам относительно картера, и именно поэтому, окна и картера и цилиндра постоянно будут совпадать.
При последующей сборке цилиндров и картера, направляться обратить внимание на прокладки, каковые кроме того на доли миллиметра не должны выступать во вовнутрь продувочных окон. В противном случае будет такой же эффект завихрения, как и от несостыковки картера и каналов цилиндра.
По окончании выравнивания всех каналов и окончания работ с шарошкой, направляться поработать наждачной бумагой, дабы зашлифовать достаточно неотёсанную (от литья) поверхность всех впускных, выпускных и продувочных каналов, конечно же где возможно добраться. В этом случае облегчат работу разные лепестковые насадки на дрель либо бормашинку (в форме цилиндриков).
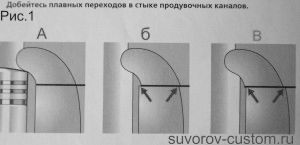
Так же не редкость, что на финише продувочных каналов (у их разъёма) стены каналов подробностей мало сужаются, и в то время, когда подробности стыкуются, то получается сужение каналов (см. рисунок 3). Такие недостатки также направляться сточить шарошкой и после этого шлифануть наждачной бумагой.
Потом направляться доработать нижнюю кромку впускных окон, приблизительно на 3-3,5 мм, ну и сделать плавный переход окна к каналу (см. рисунок 4). В то время, когда доработаете впускные окна, направляться собрать картер и доработать сами впускные каналы, мало расширив их и сделав так, дабы их поверхности медлено переходили к впускным окнам, ну и стены каналов нужно шлифануть, загладив все неровности от литья.
У выпускных окон направляться подточить приблизительно на миллиметра два верхнюю кромку, а после этого на всех кромках (в цилиндра) сделать фаски, шириной в полмиллиметра и под углом в 30-35 градусов. Это разрешит поршневым кольцам вольно двигаться в цилиндрах, не цепляясь собственными кромками за кромки окон цилиндров (и износ колец будет меньше).
С поверхности выпускных каналов, сошлифуйте неровности и огрехи литья, доведя поверхности каналов до ровного состояния.
Нужно (в том месте где вероятно добраться) отполировать поверхности выпускных каналов, и это окажет помощь в будущем им оставаться чистыми, поскольку нагару будет тяжелее откладываться на ровной поверхности.
Доработка поршней.
В то время, когда приведёте в порядок цилиндры и картер, направляться поработать с поршнями. На поршнях 634 Явы отпилите перемычки в нижней части юбки поршней (см. рисунок 5), конечно сделайте маленькую конусность окон, дабы окна расширялись к нижней части юбки поршней. Донышки поршней отполируйте до зеркального блеска, и тогда нагару тяжело будет откладываться на идеально ровных поверхностях донышек.
Зажав головки цилиндров через оправку в патроне токарного станка, торцаните (подрежьте резцом) на 1,5 — 2 мм торцы камер сгорания, дабы повысить степень сжатия. Проследите, дабы токарь сточил полностью одинаково и правую и левую головку. В то время, когда по окончании доработок соберёте мотор, на всякий случай проконтролируйте степень сжатия обоих цилиндров проливкой маслом.
По окончании установки каждого поршня в направляться, залейте из шприца моторное масло в камеры сгорания (попеременно), приблизительно до начала свечной резьбы. При однообразной степени сжатия в обоих цилиндрах, количество масла в миллилитрах, должно быть совершенно верно однообразным в обоих цилиндрах.
По окончании повышения степени сжатия, нужно будет перейти на более высокооктановый бензин (лучше 98), а нагрузка на коленвал увеличится, что сократит ресурс его подшипников, если они не качественные. Исходя из этого рекомендую отыскать качественные роликовые подшипники для коленвала. По окончании сборки двигателя, необходимо будет поиграться с моментом зажигания, уменьшив угол опережения, дабы исключить детонацию, при резком разгоне с малых оборотов.
К тому же весьма рекомендую выбросить (либо подарить музею) штатное контактное зажигание, которое не считая не сильный мощности искры, ещё и глючит, в случае если коренной подшипник коленвала (правый) чуть подизнашивается и рабочие зазоры в нём мало возрастают. Установите обычное современное электронное зажигание, которое возможно изготовить самому из ВАЗовских подробностей. О том как это верно сделать на Иже либо Яве, я написал вот тут.
Коленчатый вал.
Как я уже сказал, при увеличении степени сжатия, нагрузки на коленвал увеличатся, а раскрутить его с штатными «гирями» маховиками, до высоких оборотов не удастся. Штатный (заводской) тяжёлый маховик, вычислен дабы устойчиво на малых оборотах трогаться с места с гружённой коляской.
Но лёгкому мотоциклу одиночке, предназначенному для резких стартов в муниципальном потоке, тяжёлый маховик не нужен. И если вы рассчитываете применять собственный мотоцикл как одиночку (без коляски) для ежедневных динамичных поездок по городу, а не возить в коляске котельцы для дачи, то потребуется уменьшить маховик.
Правда по окончании таковой доработки, ваш мотоцикл уже не будет вытягивать с пассажиром на малых оборотах, и повышенной передаче как раньше.
Будет необходимо раскручивать мотор посильнее и перед разгоном чаще переходить на пониженные передачи. Работа лапкой переключения скоростей станет чаще. Но максимальная скорость и динамика разгона, ощутимо возрастут.
Для начала направляться распрессовать коленчатый вал.
После этого зажав его щёки в патрон токарного станка, направляться проточить наружный диаметр щёк до 125 мм в диаметре, как на рисунке 6. Шатуны направляться доработать на фрезерном станке, как на рисунке 7, дабы уменьшить их вес, но наряду с этим не утратить жёсткость.
Обратите внимание, что нужно на всех кромках скруглить радиусы в полтора мм. А в заключении доработок, отполировать шатуны до зеркального состояния. Этим вы во первых снизите сопротивление потоку топливно-воздушной смеси на впуске, а во вторых — на идеально ровных подробностях не будет где появиться трещинам (снимутся концентраторы напряжения металла).
Так же весьма рекомендую выпрессовать штатные втулки (и верхнюю и нижнюю) из головок шатунов и выточить новые втулки из жёсткой подшипниковой стали (к примеру из обойм подходящих подшипников — сталь ШХ15).
По окончании вытачивания новых втулок, их направляться закалить и запрессовать в головки шатуна. Конечно и подшипники и пальцы должны быть установлены в шатунные головки новые. Удостоверьтесь в надежности на всякий случай уровень качества приобретённых пальцев и подшипников, на поверхности пальцев и роликов подшипников коленвала, надфиль не должен оставлять никаких следов. Подробнее о проверке качества новых коленвалов для двухтактников, рекомендую почитать вот тут.
По окончании снятия лишнего металла с щёк коленвала, его направляться заново отбалансировать. Для этого необходимо зажать коленчатый вал в особых центрах (конусах), закреплённых соосно на станине, это возможно сделать так же и в центрах токарного станка. Зажимать в смазанных Литолом конусах вал направляться не очень сильно, так дабы он вольно вращался.
После этого к головке шатуна (верхней) необходимо будет закрепить груз, вес которого рассчитывается по формуле: Вг = (Впг + Вш)? К — Вш. В формуле буквы Вг означают вес груза; буквы Впг означают вес всей поршневой группы — поршня, поршневых и стопорных колец, пальца. А буквы Вш означают вес верхней головки шатуна умноженный на число 0,336, ну а буква К — это коэффициент балансировки, равный числу 0,5.
На рисунке 8 схематически продемонстрирована подборка груза.
По окончании вычисления веса груза, и прикрепления его к верхней головке шатуна (вал зажат в центрах), какая то часть щёк будет перевешивать, соответственно эту часть щеки необходимо уменьшить. Для этого в щёках сверлятся новые отверстия (см. рисунок 6), в той стороне щёк, которая тяжелее, для облегчения более тяжёлой стороны щёк.
В итоге получаем, дабы коленвал, по окончании сверления (убирания лишнего веса с щёк) в любом положении в центрах, возможно было остановить рукой в любом положении, и вал в любом положении обязан находиться и не прокручиваться. Этого в обязательном порядке необходимо добиться, в противном случае не хорошо отбалансированный коленчатый вал, будет очень сильно вибрировать, и разобьёт подшипники.
О балансировке коленвала подробнее возможно почитать вот тут.
По окончании стачивания щёк коленвала до 125 мм, количество пространства в картере увеличится и от этого упадёт степень сжатия. Дабы это исключить, в картер нужно будет установить вставки 2 (рисунок 6), выточенные из алюминия либо дюраля. Причём выточенные из лёгкого сплава вставки, должны хорошо подняться в камеру кривошипа.
Также, в алюминиевых вставках необходимо будет проточить в проточки по кругу. Это необходимо чтобы нижние головки шатунов (каковые выступают при прокручивании вала за пределы проточенных щёк) не цеплялись за внутреннюю поверхность вставок. Зазор между проточкой и нижней головкой шатуна в вставке, обязан оказаться (по окончании проточки) не более полтора мм.
В верху вставок фрезой направляться выбрать окна (см. рисунок 6), дабы шатуны вольно проходили и не задевали за верхнюю часть вставок. Ну и на всякий случай (дабы вставки не провернуло при работе мотора) в вставки направляться вкрутить стопоры из 4 мм винтиков.
Вкручивать стопора направляться в том месте, где имеется смазочные каналы в картере (каналы для подвода масла к подшипникам). Другими словами должно оказаться так, что при запрессовке вставок в картер, торчащие из вставок вкрученные стопоры, должны попасть в каналы подвода масла (и этим исключить проворот вставок).
Ещё один нужный совет. На более ранних моделях мотоциклов, картера изготавливали на заводе нормально, но в последних моделях, довольно часто отверстия под коренные подшипники начали делать мало не соосно. И получается, что коленвал устанавливается в картере с маленьким перекосом, компенсирующимся за счёт зазоров в подшипниках.
Но от этого подшипники продолжительно не протягивали, в особенности на громадных оборотах. К тому же, от перекоса вала терялась часть мощности двигателя, поскольку приходилось преодолевать повышенное трение в «перекошенных» подшипниках.
Дабы исключить эти неприятности при предстоящей эксплуатации двигателя, соберите картер с вставкой, не устанавливая до тех пор пока коленчатый вал, и отыщите привычного на заводе, у которого имеется координатно-расточной станок. На этом станке возможно совершенно верно проверить соосность отверстий в картере для коренных подшипников. И в случае если обнаружится несоосность, тогда нужно будет выточить за одну установку перегородку картера с нуля.
А после этого запрессовать её в картер с натягом в 0,05 мм. Биение коренных шеек, при последующей установке коленвала, должно быть не более 0,02 мм — это принципиально важно.
Ещё один метод, при не через чур большой несоосности отверстий коренных подшипников. Отверстия возможно чуть расточить (выровнять) на координатно-расточном станке (от этого их диаметр мало увеличится), а после этого наружные обоймы коренных подшипников отхромировать, увеличив их диаметр (для плотной посадки в картер).
Перед установкой коленвала в картер, шепетильно отмойте его и соберите. Не забудьте просверленные отверстия в щёках (для балансировки), заткнуть натуральной пробкой, дабы расширить степень сжатия в картере. Все подшипники коленчатого вала и всего двигателя, должны быть конечно новыми и нужно не ниже 6 класса (зарубежных компаний).
Совокупность впуска.
Карбюратор на Яву нужно установить от кроссового ЧЗ, подобрав жиклеры по рабочему количеству, либо карбюратор Микуни от ИЖ планеты спорт. На Юпитер нужно установить два карбюратора, изготовив для них двойной впускной коллектор. Внутренние стены коллектора должны быть ровными. Всё это заметно прибавит прыти двигателю.
Совокупность выпуска.
Совокупность выпуска нужно изготовить прямоточную, с нуля. Подробные размеры смотрите на рисунке 9. Целый глушитель (не считая выпускных патрубков), возможно свернуть и сварить из металлического страницы, толщиной 0,8 мм. Глушители будут мало толще заводских (по наружному диаметру), и их крепления направляться делать по месту. Внутреннюю часть глушащей насадки заполните минеральной ватой. Выходное отверстие (насадку) оформляйте по собственному вкусу.
Ходовая.
По окончании форсировки двигателя, большая скорость ощутимо возрастёт (приблизительно до 160 км.ч, но это не предел). Исходя из этого довольно глупо считать, что заводская хлипкая ходовка справится с возросшими оборотами и скоростями.
Дабы не разложиться на скоростях за 120, нужно установить переднюю вилку от какого именно то японца, тормоза также, другими словами дисковые, ну а если вы не сможете выправить до совершенного состояния штатные обода колёс, то замените их также от какого именно то японского мотоцикла, схожей кубатуры.
Дуплексная рама Явы по жёсткости более менее, в отличие от Ижа, но однако задний маятник рекомендую сделать тверже, из более толстых труб. Да и медные втулки маятника нужно сделать диаметром побольше. После этого выбросьте заводские подшипники рулевой колонки, каковые подойдут лишь велосипеду, и установите конические, от колёс Урала либо Днепра (потребуется выточить новые чашки подшипников и приварить их к рулевой колонке).
Вероятно нужно будет выточить и новый шток для нижней траверсы (длины и другого диаметра).
На Иже рама ещё не сильный, и дабы хоть как то сделать её тверже, то будет необходимо её переварить под дуплекс, хотя бы такой же как на 634 и 638 Яве. его втулки и Маятник также направляться усилить, сделав их толще.
По большому счету в совершенстве бы изготовить раму в виде дельтабокса (как на современных мотоциклах), но опасаюсь, что это не осознает отечественное доблестное МРЭО, которое якобы заботится о отечественной «безопасности». И при переоформлении либо техосмотре, с таковой рамой смогут появиться лишние вопросы, и понимания искать тут бессмысленно. Адекватных людей в том месте отыскать достаточно тяжело.
Вот помой-му и все нюансы. Надеюсь, прочтя данную статью, мотоциклисты ездящие на отечественных либо чешских мотоциклах, отыщут для себя что то нужное. И пускай кроме того не всецело, а хотя бы частично смогут форсировать собственный двухтактный двигатель и возьмут от этого наслаждение при поездках и разгоне, поскольку аппарат называющиеся мотоцикл создан как раз для наслаждения!