Не редкость, что подшипник в картере провернулся, его посадка в блоке двигателя либо в картере какого именно то агрегата (коробки передач либо заднего моста) ослабевает, и эксплуатировать автомобиль либо мотоцикл с таковой неисправностью запрещено, поскольку посадочное место подшипника ещё больше разобьётся. Такая неисправность может случиться от многократного либо неправильного монтажа подшипника в отверстие (гнездо) картера, недочёта смазки (подшипник клинит и он проворачивается), либо легко от неточного изготовления отверстия подшипника. И с таковой неисправностью довольно часто сталкиваются обладатели любого транспортного средства, либо легко какого именно то станка либо агрегата.
Как легко избавиться от таковой неисправности дома, не имея гальванического оборудования, кроме того самого несложного (для покрытия цинком) мы и разглядим в данной статье.
Конечно же возможно нарастить диаметр наружной обоймы подшипника, в случае если покрыть его хромом, либо слоем цинка, и об этом я уже писал (почитать возможно вот в данной статье). Но для этого потребуется изготовить особые заглушки (дабы слой покрытия не попал на шарики, сепаратора и внутренние поверхности обойм), да и нужно будет повозиться с химреактивами.
В данной же статье, мы разглядим второй, ещё более несложный метод наращивания наружного диаметра обоймы подшипника, что сможет осуществить как в собственном гараже, так и в поле любой человек, кроме того школьник.
Для начала разглядим более распространённые классические способы восстановления разбитого посадочного отверстия в подшипнике, может кто то из новичков не знает о них и они кому то понадобятся. А уже затем разберём более редкий метод, о котором большая часть ремонтников не знает.
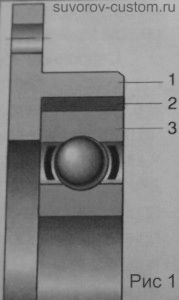
Восстановление посадочного отверстия посредством втулки.
1 — картер, 2 — втулка, 3 — наружная обойма подшипника.
Так вот, в случае если подшипник монтируется в картере какого именно то агрегата либо его крышке, и посадочное отверстие разбито, то крышку закрепляют через планшайбу в токарном станке, а картер в кардинатно-расточном станке, и растачивают диаметр посадочного отверстия приблизительно на 3 — 4 мм и затем запрессовывают в расточенное место ремонтную втулку, в которой внутренний диаметр больше (с припуском на чистовую обработку) и по окончании завтуливания, растачивают внутренний диаметр втулки под диаметр наружной обоймы подшипника (см. рисунок 1).
Данный метод достаточно распространён, без оглядки на то, что многим мастерам приходится искать кардинатно-расточной либо токарный станок и изготавливать ещё и приспособление для правильного закрепления подробности. К тому же таковой метод не подойдёт, в случае если толщина металла стены корпуса, по окончании расточки станет узкой и не обеспечит достаточной жёсткости отверстию подшипника.
И многих это и останавливает, да и грамотного станочника не везде отыщешь.
Кое-какие «мастера» пробуют по большому счету обойтись легко кернением посадочной поверхности, но вряд ли стоит сохранять надежду, что для того чтобы «ремонта» хватит на долгое время, в большинстве случаев на несколько часов. Так как обойма подшипника при таком методе будет лежать не на всей поверхности посадочного отверстия, а только на мизерных площадках (пупырышках), каковые имеют мизерную площадь.
Да и накерненные места скоро сминаются уже при монтаже подшипника (особенно в мягком алюминиевом картере), и обойма подшипника опять начинает болтаться и проворачиваться.
самые доступные и действенные методы ремонта, это в то время, когда увеличенное отверстие подшипника по большому счету не трогают, а занимаются только наращиванием толщины обоймы подшипника. И способов тут также пара, это и напыление металла особыми установками, каковые до тех пор пока мало распространены, это и покрытие обоймы хромом, ну и более дешёвое дома покрытие обоймы цинком, о котором я уже писал (ссылка выше в тексте).
Но существует ещё один неизвестный, но весьма несложный метод наращивания размера любой круглой железной подробности, а в этом случае обоймы подшипника, что не сложно осуществить в своей квартире, в гараже а также в путешествии (на обочине дороги).
Причём особенной квалификации либо какого именно то тайного мастерства не потребуется, и любой шофер, талантливый открыть капот на собственной машине, справится с данной несложной операцией достаточно легко, в особенности в случае если будет помогать ассистент.
Принцип наращивания металла этим несложным методом, основан на принципе работы контактной сварки. И для работы нам потребуется всего лишь пара рессор, к примеру от Москвича либо Волги, пара кусков толстого провода (подойдут кабели с зажимом «крокодил», для «прикуривания») ну и прекрасно заряженный аккумулятор, либо сварочный трансформатор (может подойти и замечательное пуско-зарядное устройство).
Подключение самодельной установки для наплавки подшипников.
1 — батарея, 2 — рессоры, 3 — подшипник, 4 — стол с подставками.
И дабы нарастить диаметр наружной обоймы подшипника, данный подшипник необходимо будет прокатывать между двух рессор, подключив к рессорам электрический ток (см. рисунок 3). И как я уже сказал, подойдут рессоры от отечественных отечественных автомобилей, но в случае если подшипник значительно большего размера, к примеру от грузовика, то и ширину рессор необходимо подобрать пошире, от того же грузовика (возможно отыскать ветхие рессоры на пунктах приёма металлолома, либо в автохозяйствах).
Долга рессор также зависит от диаметра подшипника, но в большинстве случаев достаточно длины одной рессоры около метра, а вторую возможно отрезать до полуметра (так будет эргономичнее трудиться). Соединяем каждую рессору кабелем с полюсными наконечниками батареи либо трансформатора, обеспечив хороший контакт.
Возможно применять клеммы от автомобиля, дабы хорошо подсоединить кабели к аккумулятору, ну а к рессорам возможно зажать кабели посредством болтов с шайбами, либо замечательных зажимов «крокодил» (типа сварочных).
Причём полярность при подключении рессор возможно каждая.
Громадную рессору эргономичнее закрепить где нибудь на столе либо верстаке, прогибом вверх, потом на неё устанавливается подшипник, во внутреннюю обойму которого вставляется круглая палка, и сверху на подшипник ложится прогибом вниз более маленькая рессора.
Само собой разумеется трудиться эргономичнее вдвоём, поскольку один человек удерживает подшипник палкой и старается, дабы он не ушёл в сторону от прямолинейного направления (подруливает). А второй человек, накрыв подшипник верхней рессорой, прокатывает её по поверхности наружной обоймы, наряду с этим подшипник будет мало прокатываться и по нижней рессоре.
Наплавленные подшипники с различной толщиной наплавки.
а — толщина наплавки 0,1 мм, б — толщина наплавки 0,25 мм, в — толщина наплавки в 0,5 мм.
Прокатку делают пара раз, и наряду с этим поверхность наружной обоймы неспешно покрывается громадным числом небольших привариваемых бугорков из металла рессор (см фото слева). И достаточно сделать пара прокаток, и поверхность наружной обоймы подшипника уже наращивается до для того чтобы диаметра, что обойма уже не будет болтаться в собственном разбитом отверстии.
На финиши верхней рессоры полезно одеть резиновые перчатки и примотать их скотчем, либо изоленту. Это разрешит избежать порчи аккумулятора и короткого замыкания рессор, в случае если при прокатке верхняя рессора своим финишем коснётся нижней рессоры.
Это довольно часто случается, в случае если диаметр восстанавливаемого подшипника мелкий. И в случае если подшипник уж весьма мелкого диаметра, то полезно при работе напротив развернуть верхнюю рессору прогибом вверх.
При работе с аккумулятором, дабы его не сломать,полезно по большому счету не защищать ржавчину на рессорах, поскольку ржавчина владеет дополнительным сопротивлением, которое будет мешать чрезмерному росту тока.
Но при жажде возможно подключить и реостат, которым возможно будет совершенно верно подобрать нужную силу тока.
В случае если же вместо аккумулятора будет употребляться сварочный трансформатор, то само собой разумеется лучше применять тот, на котором имеется регулировка тока. Сварочный ток выставляют в пределах 100 — 150 ампер, и чем ток больше, тем стремительнее будет происходить наращивание металла, но и больше будут наплавляемые частицы.
Исходя из этого полезно подобрать золотую середину, дабы и частицы наплавляемого металла (вкраплений) были не большие, и копаться продолжительно не было нужно.
Возможно потренироваться вначале на негодном подшипнике. Но в большинстве случаев, для обычного повышения диаметра 110- миллиметрового подшипника на 0,5 мм, потребуется ток в 150 ампер и приблизительно пять мин. накатки. И наряду с этим подшипник нагревается всего лишь до 100 градусов, соответственно структура его металла не изменяется.
По окончании накатки, как видно на фотографиях, поверхность обоймы имеет пара шершавый вид, что кроме того лучше, поскольку он ни при каких обстоятельствах больше не провернётся в собственном отверстии (сцепление шершавой поверхности лучше чем ровной). Но однако, в случае если кто то захочет вернуть таким методом поверхность наружной обоймы до заводского ровного состояния, тогда в полной мере вероятно сделать покрытие вдвое толще (вместо 0,5 мм сделать 1 мм).
А затем дать подшипник токарю, что заполирует обойму до ровного состояния, сняв с поверхности приблизительно 0,5 мм.
Методом, обрисованным в данной статье, была восстановлена посадка провернувшихся в собственных местах подшипников не только мотоциклов и легковых автомобилей, но и грузовиков, и были сэкономлены не малые деньги, поскольку картер коробки передач либо заднего моста, ступицу колеса, либо блок двигателя уже не требуется было поменять, чего и вам хочу; удачи всем.